 sebwiers
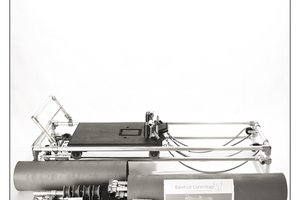
sebwiersFront end design is similar to that used on current BMW K series bikes, called the "Duolever". It was originally invented by Norman Hossack. Claude Fior independently designed a similar system; both inventors had separate patents.
Frame is originally a 1981 Yamaha XJ750 Seca that I picked up for $100. The seller threw in a nice big Harbor Freight drill press and a Yamaha Virago gas tank to replace the rusted out stock tank. Engine was running, needed some carb / valve adjustment and the battery needed replacing. Things got a bit out of hand once I started on these mods, and reached a fever pitch when I discovered a local maker space.
I've done 99.5% of the work myself. I had done some welding previous to starting this, but only arc and gas. All this is MIG welded. I'd never done any machining, but am now pretty good with a mill (still get help with lathe on the occasions I need it). All work done at Twin Cities Maker / Hack Factory




























 joseph
joseph
 load.nikon
load.nikon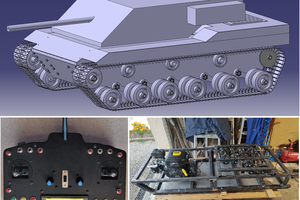
 RC ORDNANCE
RC ORDNANCE
Hi, I see in your title "Hackadayprize2016", but you have to submit it. As long as you have no logo for the Hackaday 2016 you are not in. After all cool project