0%
0%
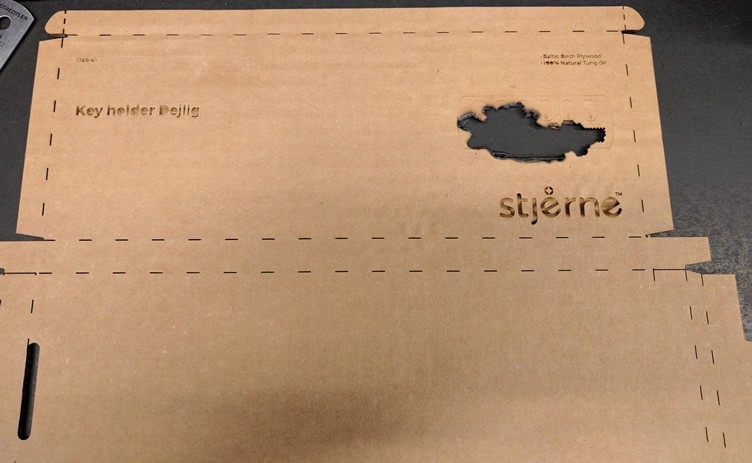
Dejlig line
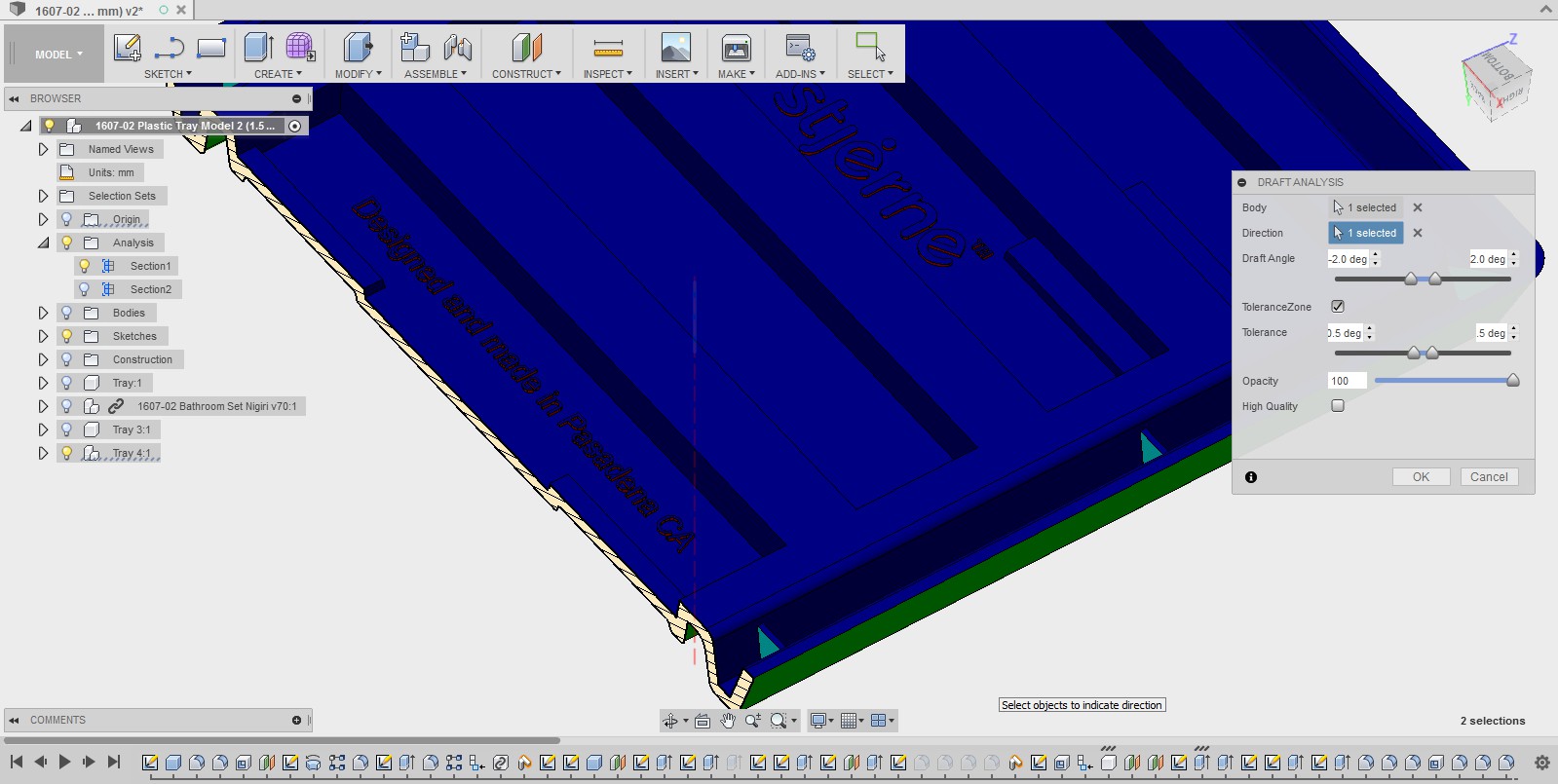
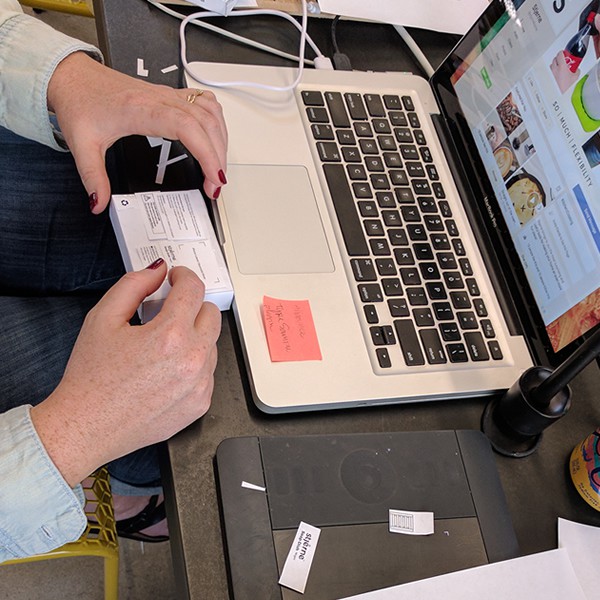
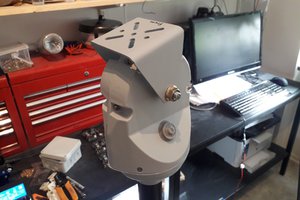
Home & office organization products. From idea to manufacturing and everything in between.
 Giovanni
GiovanniBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests


















 Andy Lee
Andy Lee
 Daniel Nikolajsen
Daniel Nikolajsen
 Giovanni Leal
Giovanni Leal
+1 for the Simpsons meme. :)