 Mark Rehorst
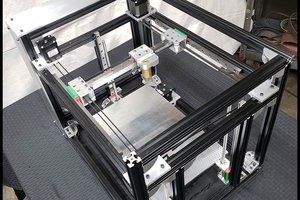
Mark RehorstWhen I designed my latest coreXY 3D printer, Ultra MegaMax Dominator (UMMD), I wanted a tall Z axis but I didn't want any possibility of Z-wobble in the prints, usually caused by either bent or off-center lead screws. It took a few attempts, but I eventually arrived at the design that is currently in the printer.
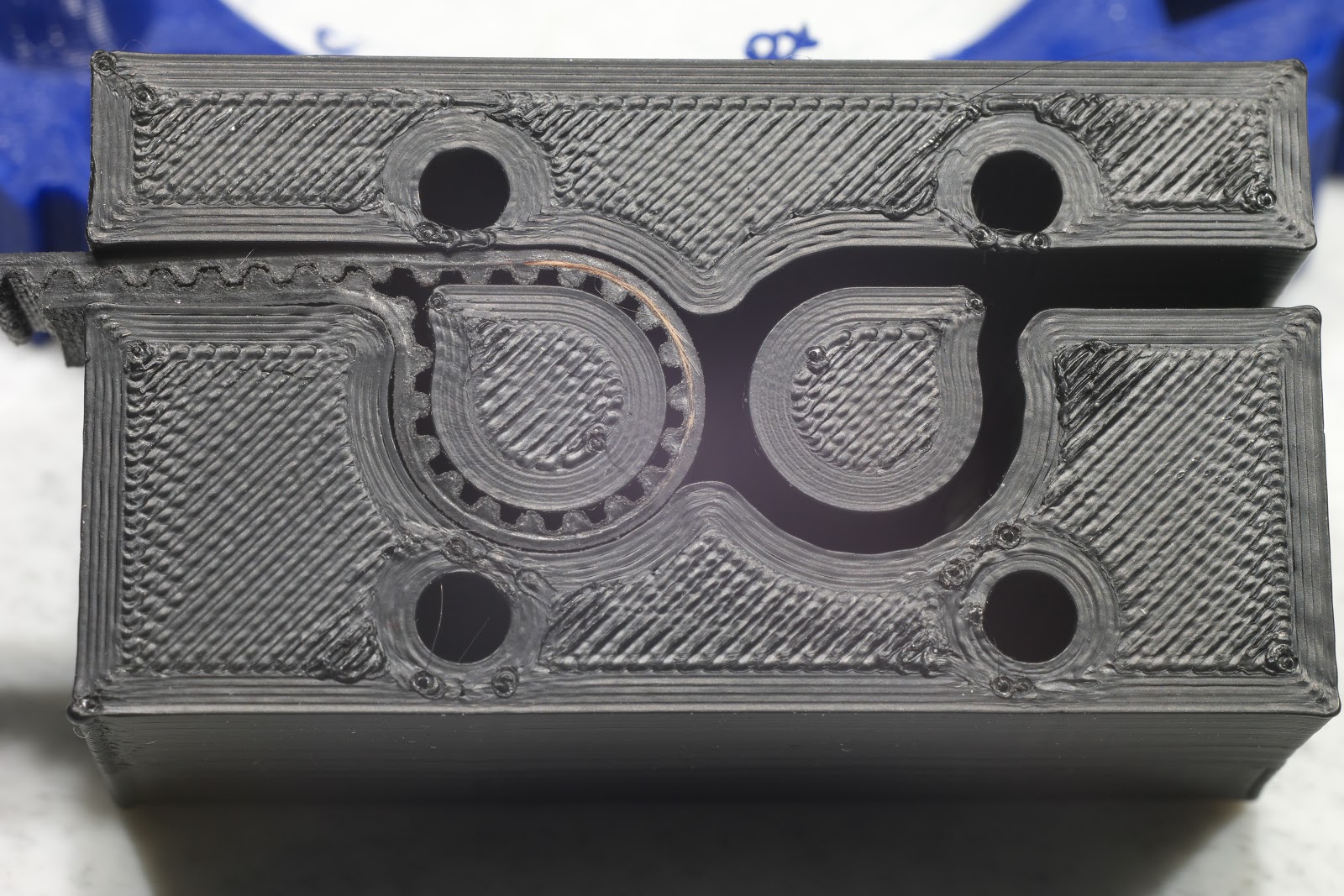
Like the rest of the printer, the Z axis frame is made from 40mm square t-slot extrusion. It has two 760 mm long linear guides to provide smooth guidance for the bed support. There are two 10 mm wide, steel core, HTD-3M belts driven by 36 tooth pulleys doing the lifting. Pulleys at the top of the axis are made from stacked F608zz bearings mounted on 1/4" thick MIC6 plate using shoulder screws. The belts are driven by an OnDrives Rino 30:1 worm gear reducer (picked up on ebay for $108) that increases resolution, multiplies torque, and completely eliminates bed-drop on power off.
The gear reducer limits the maximum speed in the Z axis to 20 mm/sec (with the motor spinning at 333 rpm!), which is still fast enough for 3D printing. It easily lifts the 3.5 kg bed support and bed, plus at least 4 kg of print mass (I never tried more), even though the 1.8A motor is operated at only 1A and is driven directly by the driver chip on the Smoothieboard controller. Neither the driver nor the motor get more than 5C above ambient temperature. The combo of 200 motor steps per rev, 16:1 ustepping, 30:1 gear reduction, 36 pulley teeth, and 3 mm belt pitch result in 888.9 usteps per mm. At 20 mm/sec, the driver chip has to deliver <18k step pulses per second, so even an 8 bit controller board should be able to drive this mechanism.
There is zero backlash in the system because the mass of the bed, its support, and the print, keep the disc gear teeth fully engaged with the worm gear teeth at all times, even as the gears wear, and even with reversal of direction, such as occurs with Z-lift on retract.
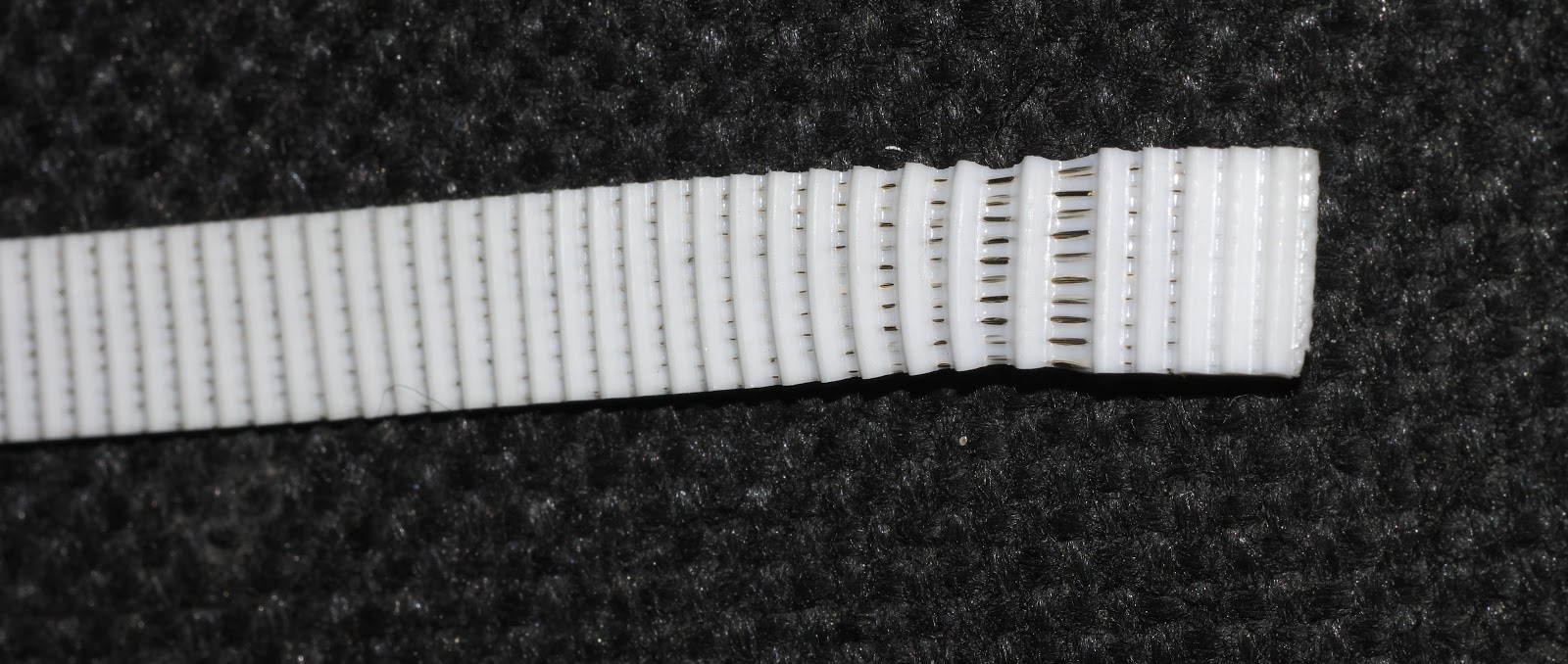
Using belts and quality bearings- in this case linear guides- eliminates any possibility of Z wobble- see the microscope photo of the filament spool holder. Any layer misregistration artifacts visible in the corners of prints is due to the limited precision and accuracy of the XY stage depositing the plastic.
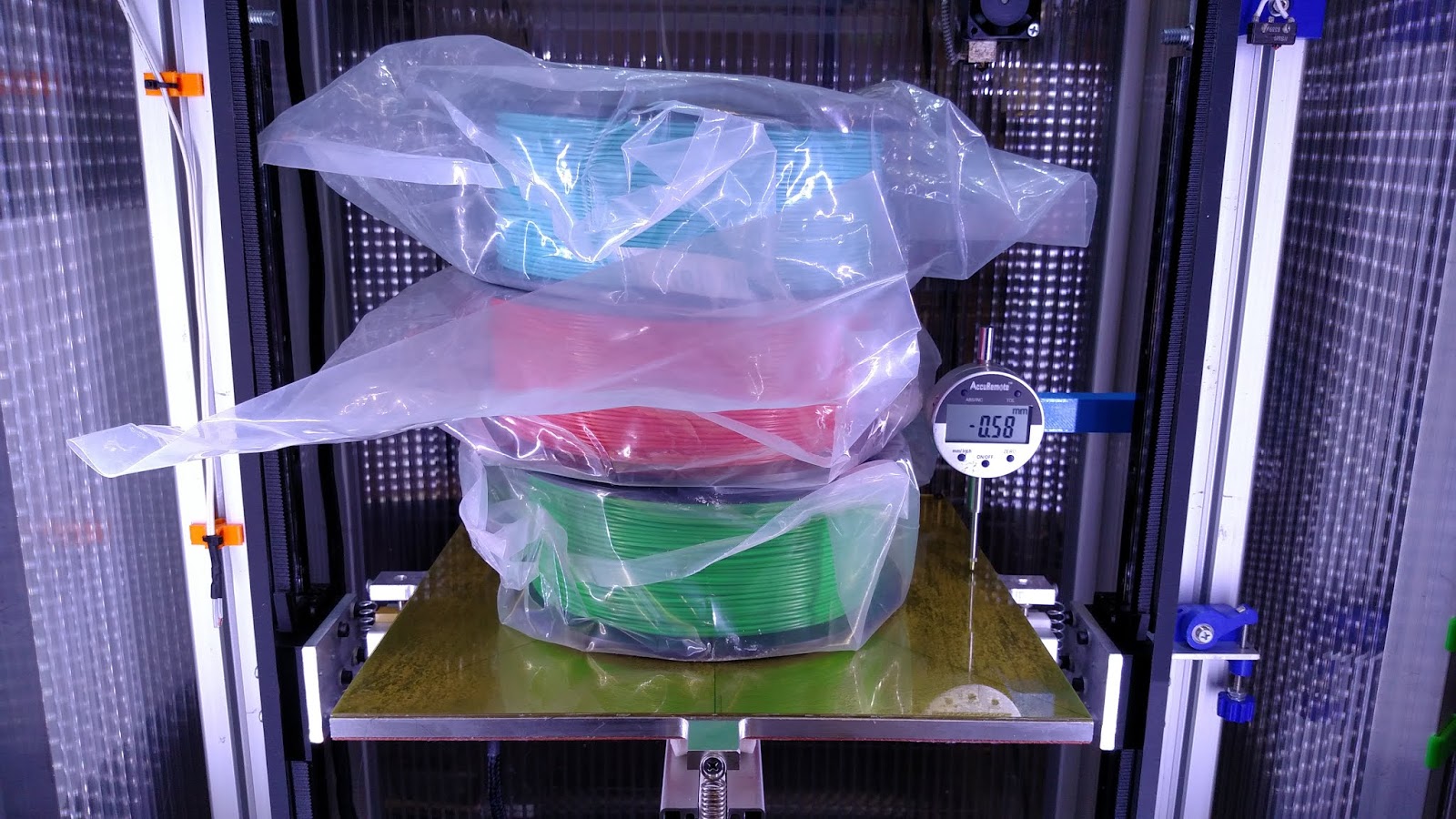
People often ask about the belts stretching and what that does to the prints. The short answer is that the stretch is so small that its effect is not visible. I measured 42 um of stretch per 1 kg of print mass. That translates to an absolute maximum stretch of about 1.2 um in any 250 um print layer (if that layer covered the entire 300x300mm bed with PLA- how often do you do that?).
This Z axis has been performing flawlessly for about 6 months now, and I can safely say that if I build another printer, I will be reusing this design.
The design can easily be adapted to any length, and if you use carriages with wheels riding in the slots in the frame pieces, you can skip the relatively expensive linear guides. The Rino is a bit pricey, but its cost includes the motor. Other gear reduced steppers could probably be used to save a few $.
Update: After running some calculations, I'll be switching the drive pulleys to 40 tooth parts. That will result in an even 800 usteps per mm, and more importantly, 50 full steps per mm (20 um per full step). That means that setting print layer thicknesses to multiples of 20 um will always result in full motor steps.



 Shane Hooper
Shane Hooper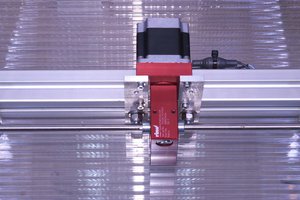
 ken.do
ken.do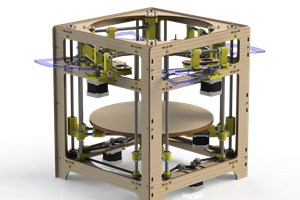
 Tyler Anderson
Tyler Anderson
Your endeavor is incredible. This endeavor has given me a lot to learn. I'd want to distribute it to the leather-belts team so they can read it and apply something fresh to our ongoing efforts.