0%
0%
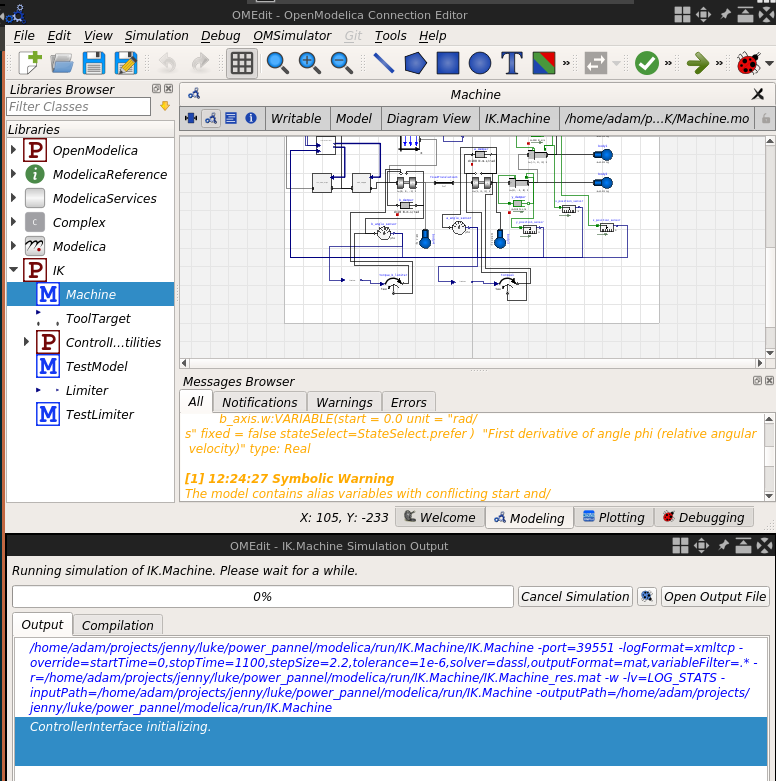
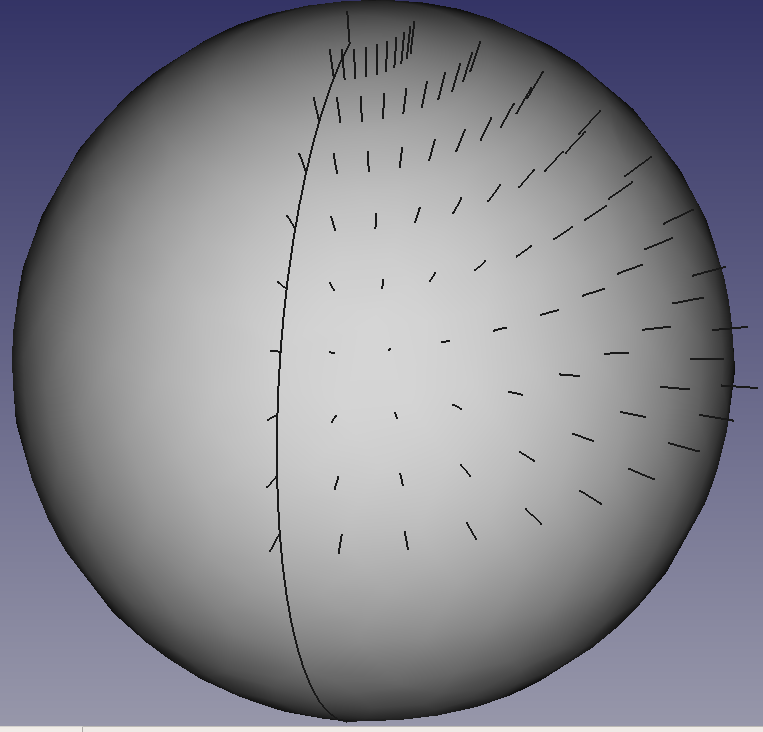
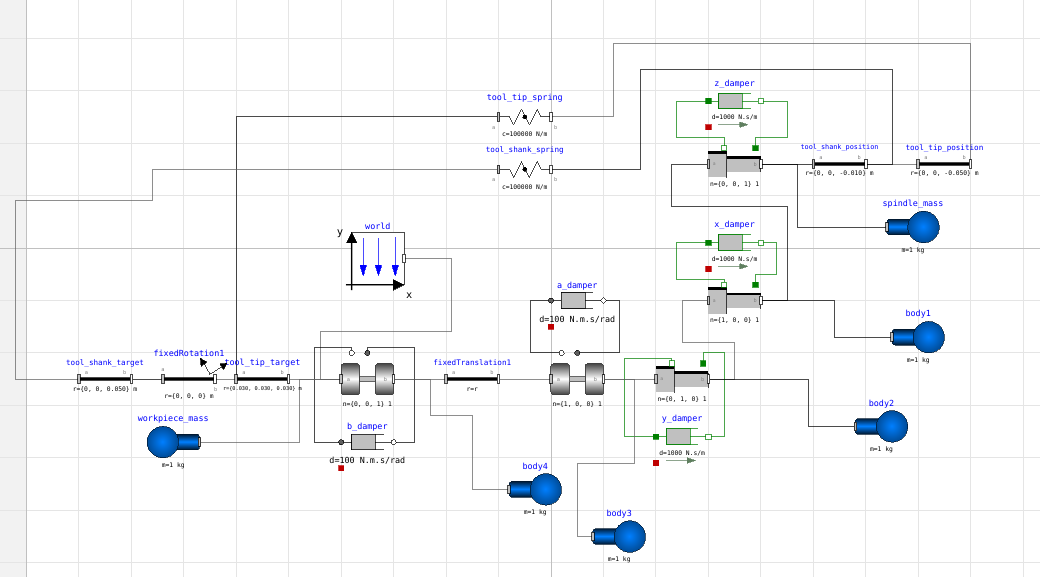
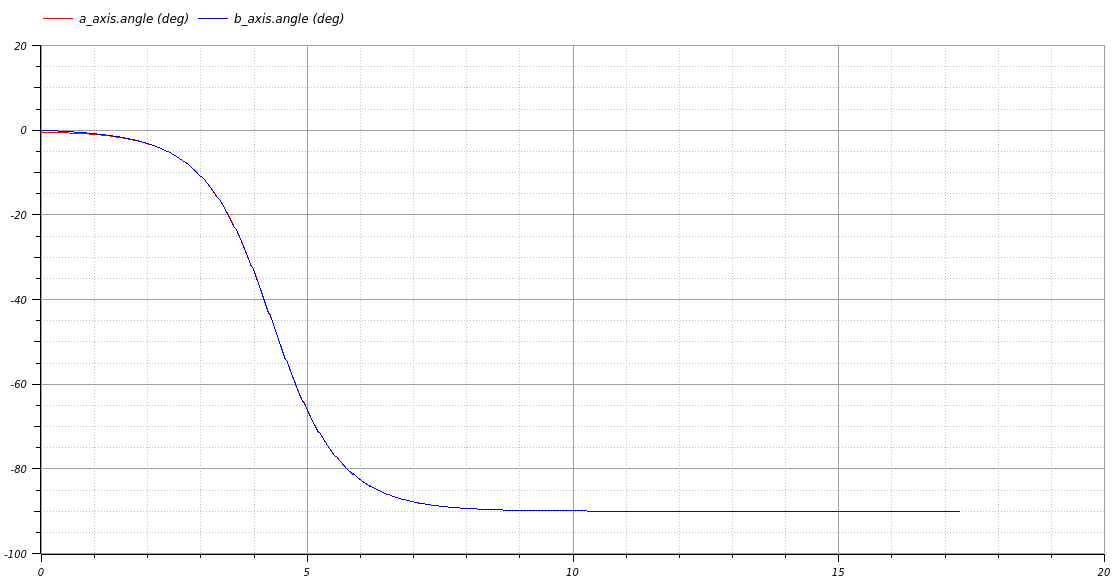
Solving Inverse Kinematics with Modelica
Numerical simulation of halfway imaginary machines to generate instructions for real machines
 Adam Lange
Adam LangeBecome a Hackaday.io member
Already have an account? Log in.
Just one more thing
To make the experience fit your profile, pick a username and tell us what interests you.
Pick an awesome username
hackaday.io/
Your profile's URL: hackaday.io/username. Max 25 alphanumeric characters.
Pick a few interests
Projects that share your interests
People that share your interests



 Josh
Josh
 Thomas
Thomas
 Rui Caldas
Rui Caldas
Interesting - I'd never heard of Modelica before. I'll have to check it out. Thanks!