 Tim Wilkinson
Tim WilkinsonEver since I started work on my Blue Basic project, I've had the goal of building a few hundred prototype boards. To this end, I wanted to buy a pick and place machine so I could do this at home. It's mostly a learning experience because, realistically, it's not the cost-effective solution.
I started by reading the always excellent Low Power Lab where Felix has written a great starter on pick and place machines. Go read it now if you haven't; you can find it here (http://lowpowerlab.com/blog/2014/05/19/pick-and-place-entry-level-options/ and http://lowpowerlab.com/blog/2014/07/14/pick-and-place-commercial-options/). My experiences don't quick match up with what's described especially when it comes to importing equipment, but I'll get on to that later.
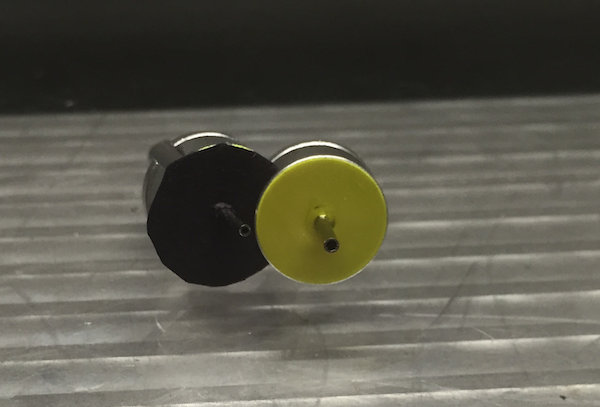
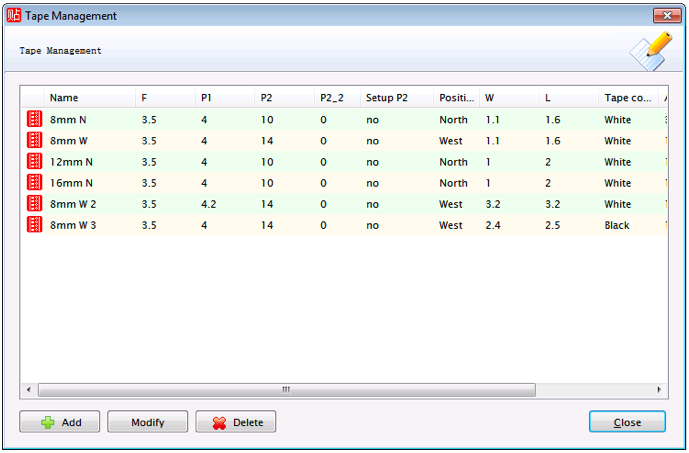
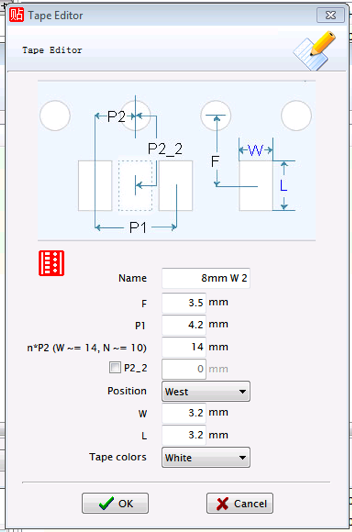
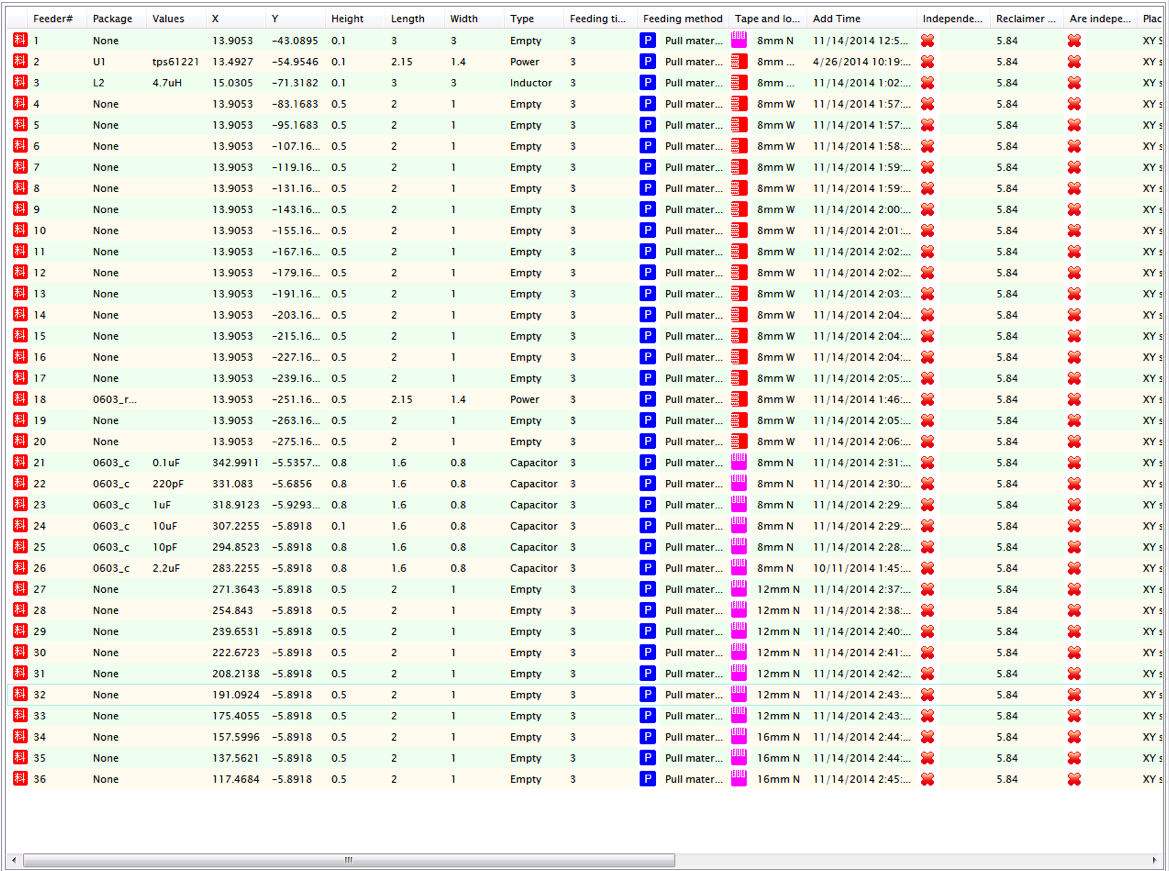
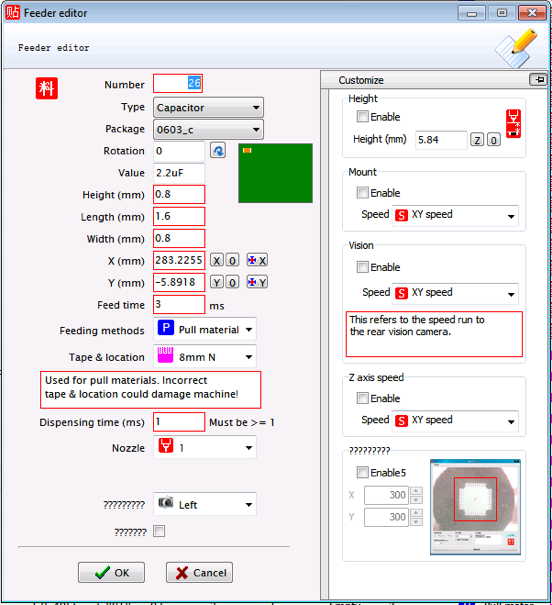
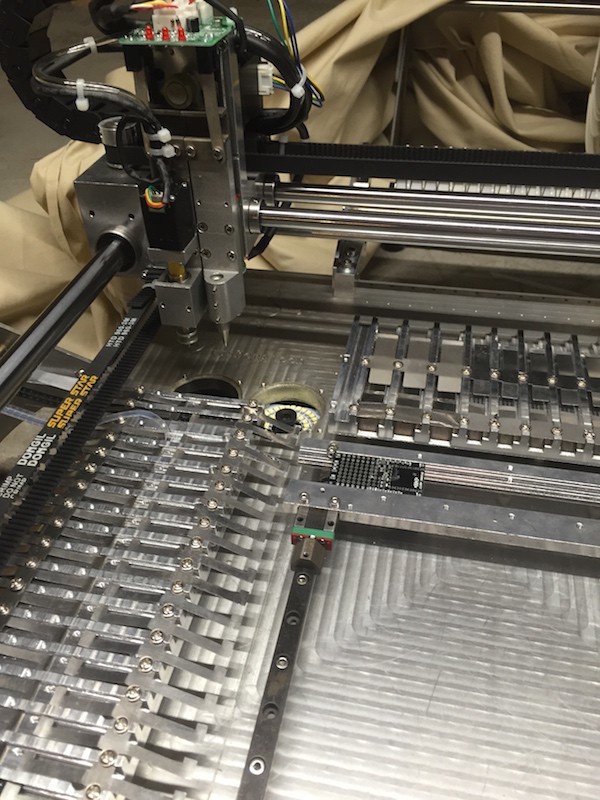
Ultimately I did go for an imported Chinese machine - the SMT50 available from http://hothotsmtmachine.com. It had many of the features you really want: top and bottom vision, up to 40 feeders, multiple nozzles, support for panelized placement, and a bunch of other nice to haves. Also, the software is in English ... well ... sort of.






 Joseph Eoff
Joseph Eoff

 Alexandru Budisteanu
Alexandru Budisteanu
 ottoragam
ottoragam
Hello Tim. You were able to get the software update. I have a similar program version 2.128992. I have not received an update for the second year. Although I see that some users have for example version 2.6709. What is your version of the program?