Scott Swaaley
Scott Swaaley-
Inertial Load Testing
08/14/2019 at 19:12 • 0 commentsCaptains log, supplemental. You may have seen our first dry test in a previous log and you were probably thinking "C'mon, there wasn't even a mechanical load on that thing!?" Well this clip is for you. We built an inertial test rig, which is basically a 10lb 10" flywheel enclosed in a protective screen to prevent it from decapitating us. Considering that angular momentum is proportional to the square of radius, and that this wheel is almost double the combined mass of a bench grinder drive train, it's a big test. Check it out.
-
Schematic Evolution
08/14/2019 at 17:40 • 0 commentsI thought it would be interesting to show the evolution of our schematics over time, focusing on our primary power center - our 5kW DC Braking power supply - the switching of power sources - and control. We detailed the unusual specs for our power supply in a previous project log and describe the overall function of our device in the project details but figured we'd show the quick evolution here. You'll probably notice that there are no microcontrollers in these - that's because an adviser told me that getting firmware NRTL Listed in a safety product was a huge pain in the butt and best avoided for a first product. Also, keep in mind that the goal here was to make a plug-and-play device that works irrespective of what is happening downstream. Lastly, this is all single-phase because our switch to poly-phase is a recent change.
![]()
The beginning.
It didn't take long for me to start looking at thyristors for rectification so here is one of the first schematics with only relay logic and simple R/C/D thyristor control.
What we learned:
- MOVs do not effectively reduce arcing. This causes severe arcing when the DC relay opens.
- Half-wave rectified DC does not brake the motor.![]()
Key Control.
Multiple people were asking about the ability to restrict access to equipment so we started experimenting with simple ways to integrate a key switch into the device.
What we learned:
- Electrically, this is easy.
- It's really hard to find a key switch that can switch even a small AC coil without getting fried from arcing.![]()
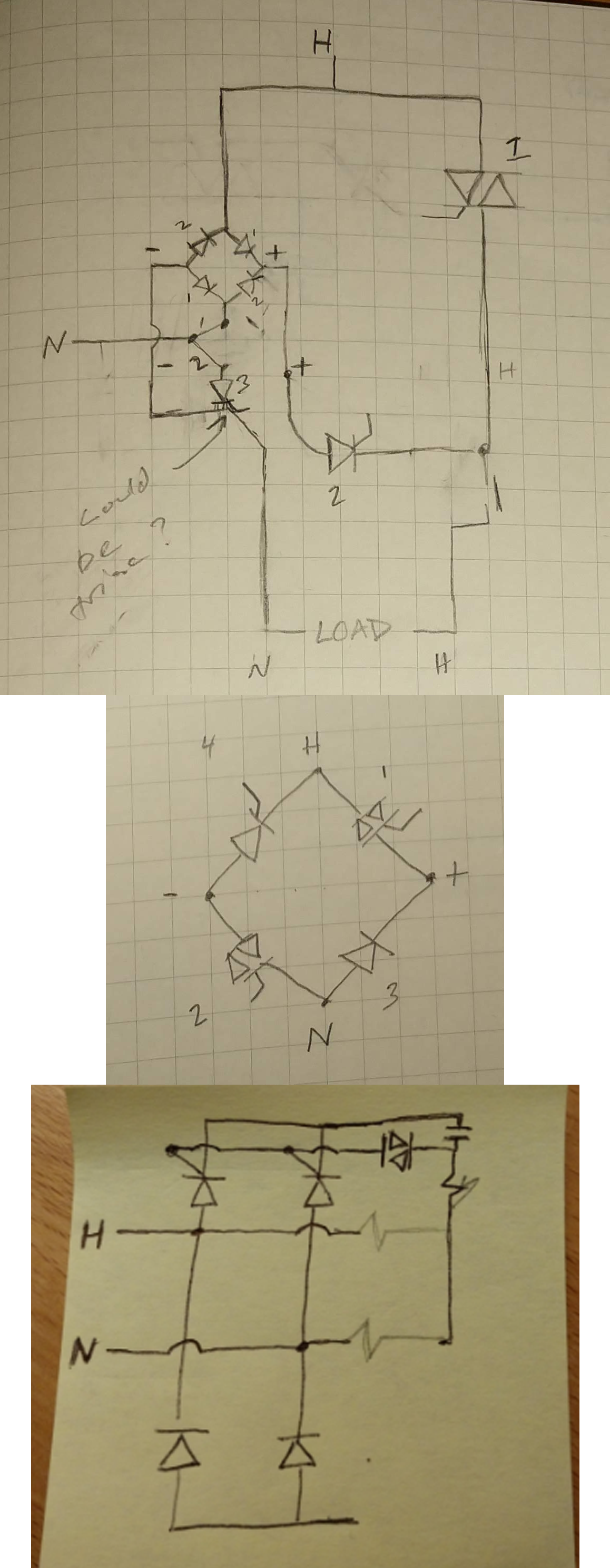
Full Wave.
It was now obvious that we needed full wave rectification but with relays as the most expensive element by far, we were trying to do it all while minimizing the contacts required. We experimented with full-wave-rectifiers in front of and behind an SCR, full converters, and semi-converter rectification topologies.
What we learned:
- Trying to control two thyristors with independent reference voltages is crazy complicated and would bump up control complexity significantly.
- It's VERY easy when designing these topologies and switching between AC run mode and DC braking to create an accidental short across mains through one of the diodes or thyristors in the rectifier.
- The reality of relay make and break times can also create make-before-brake situations that also short mains.
- Shorting mains makes big booms.
- Isolation of the o-scope is critical.![]()
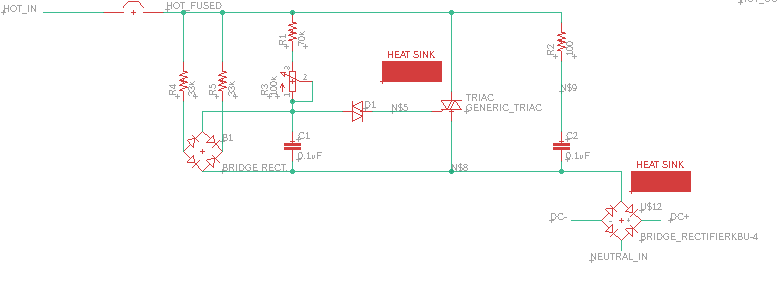
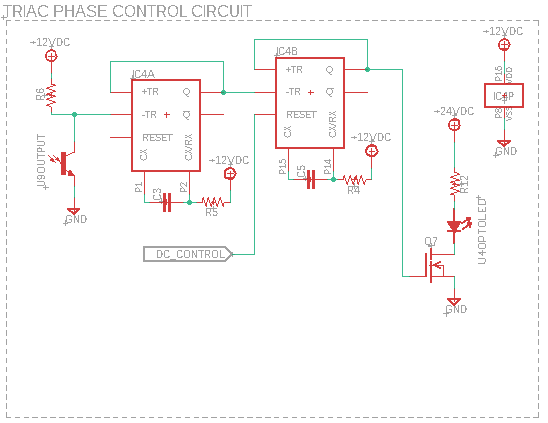
Triac
Turns out that the most cost efficient way for us to provide the switching and connectivity we wanted was with a triac before a standard full-wave rectifier and to control it with a simple R/C/Diac circuit. You can adjust the pot to adjust firing angle and thus output voltage.
What we learned:
- Output voltage control (via R/C/D pot) is really funky and has to be turned up before being reduced to the setting you want. Like an old lantern. A lucky find in an online forum pointed out an elegant solution to this (see FWR and resistors to left of power schematic).
- Arcing can be slightly helped (but not totally eliminated) with an RC snubber.
- RC snubbers create consistent leakage current and also inrush during switching, which can cause problems.![]()
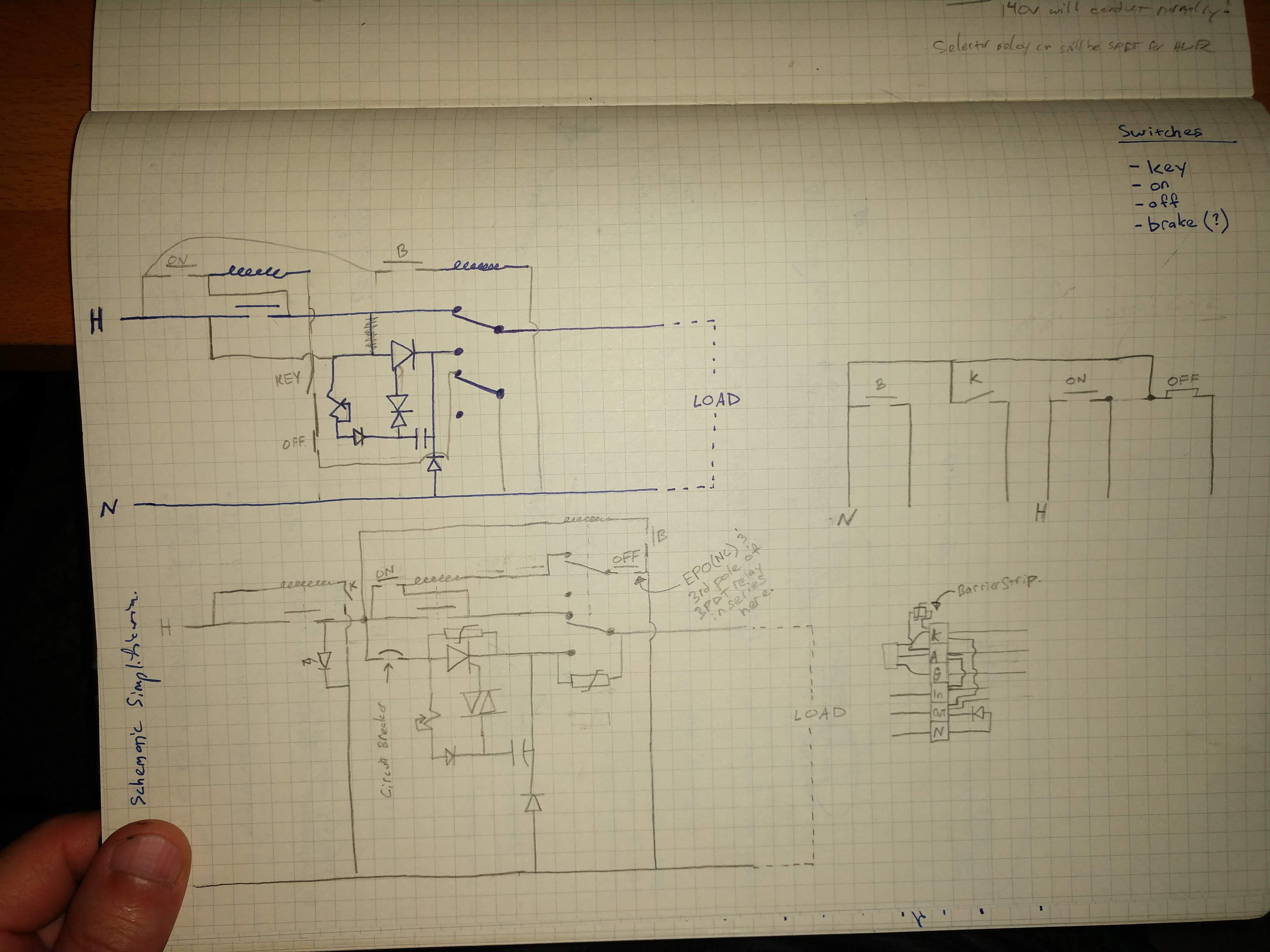
Switching Detection and Control
The circuit has to detect the status of the switch on the tool that's plugged in (the restart prevention and post-braking mode), switch between AC and DC modes when activated, and not short out or cause fires. After LOTS of relay puzzles, we arrived at this:
What we learned:
- We could feed a sensing current through the power tool (load) to sense the position of the tool switch. This worked with a broad range of motor impedances.
- We could use spare contacts in relays (negligible cost adder) to get latching functionality.
- This setup works!![]()
![]()
Moving to Digital(ish) Control
After showing this product off a bit to friends and a few potential clients, they didn't like needing to hold down the brake button and thought it would be too easy to do it wrong and still get hurt. So we made a BIG jump to digital control and timing. Here is the first attempt at a discrete implementation.
What we learned:
- Working with discrete parts, passives tolerances, and variant voltage thresholds SUCKS. Not practical or reliable at all. Lots of oops-BOOM moments.![]()
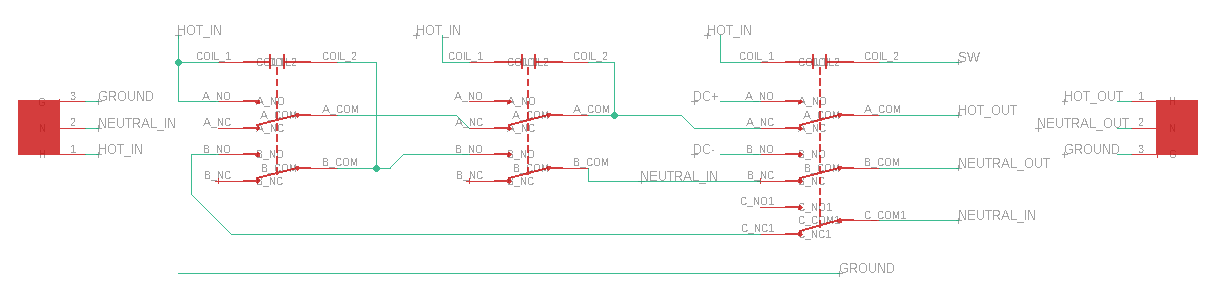
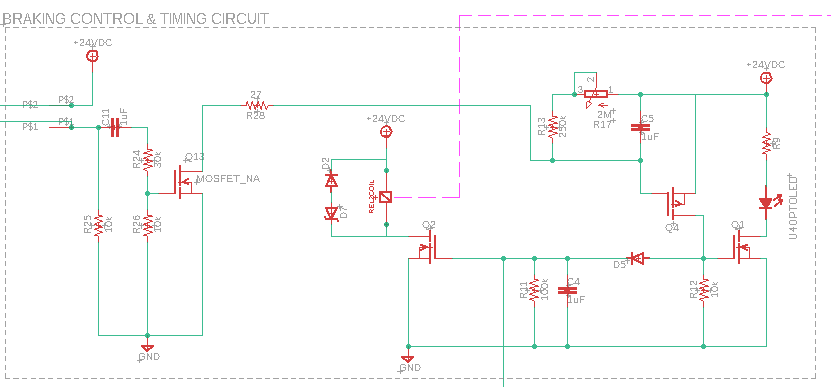
A Bit More Digital
Finally, we took the plunge and built a galvanically isolated control circuit for the triac firing (no more R/C/D madness) and process timing. Not elegant ... but getting closer.
What we learned:
- With multi-second timing, it's really hard to find low-tolerance SMD capacitors in the tens of uF.
That's where we're at so far. Lots of progress and learning. Hope you enjoyed that little adventure.License for schematics above: CC BY-NC-ND 4.0
-
Production Enclosure Design Decisions
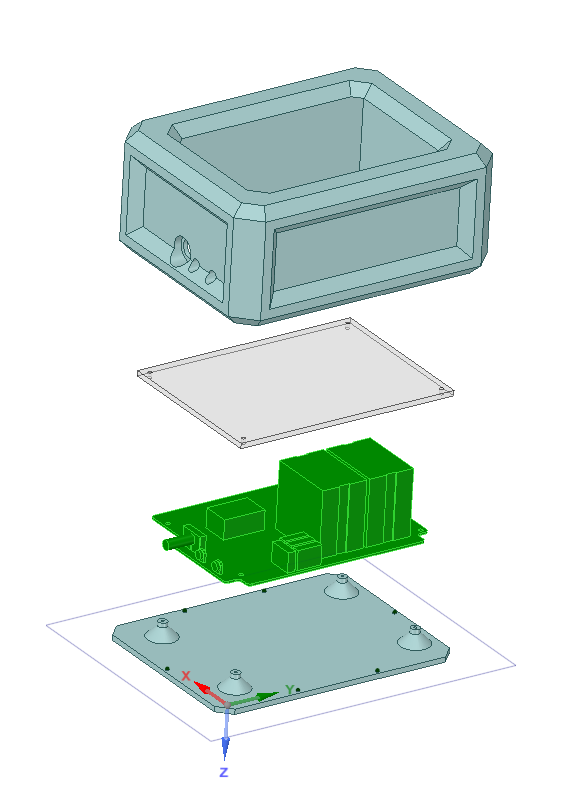
08/14/2019 at 16:00 • 0 commentsYou probably saw in our last project log that the other Scott mocked up an awesome 3D printed enclosure for our newest prototype and there are some photos of the assembly below. As bad ass as it looks - 3D printing isn't practical for the volumes we hope to one day produce so we began to look at our options for enclosures. We aren't industrial designers yet we are keenly aware that our product needs to (a) hold up to abuse in a shop environment (getting stepped on, kicked around the floor, etc.), and (b) look professional, and (c) have some kind of distinct brand shape, color, or markings.
![]()
![]()
![]()
A few months back I met a representative for an enclosure design firm (https://bcmechanicaldesign.com/) at a hackers meetup in Silicon Valley so I gave them a call and got an introductory consult. The basic summary of the call is that a custom enclosure is totally doable with injection molding but the enclosure as designed is a no-go because of the complexity of a mold. Not only have we not considered the draft angle of walls (so the part can release from a mold), but our inset wall profiles would require a mold that has actuated parts that move in and out to mold then release the part ($$). We didn't expect this to be our final enclosure design, but the breadth of design considerations for an injection moldable design was significant. We talked order-of-magnitude cost and there is a fixed tooling cost in the $10,000-$20,000 range, not to mention NREs and design costs. After that the parts themselves are almost negligible in cost but that means the economics don't make sense until we're in the thousands of units. We aspire to that volume - but it's also important for us to be able to bootstrap up and to minimize investment until the product is validated and successful in the market. Also, coming back to the NRTL Listing we'll eventually need to do, custom enclosures require an additional regulatory evaluation of materials and process ($$). The MacroFab Engineering Podcast discussed injection molding a while back and their narrative supported the same things. In other words, injection molding scared us off for now. We'll get there eventually, but it's not a priority at this stage.
So .... I guess that leaves us fishing for an off-the-shelf enclosure? The enclosures will be much cheaper in low volume but we'll need to mark and machine them ourselves. Again, NRTL listing comes into the mix and we'll need "permanent markings" (a.k.a. super expensive stickers). It's still cheaper for starting off though. There are almost as many enclosures out there as there are connectors but I was able to filter by the NEMA and UL requirements we'll likely need. Namely, that the enclosure, if plastic, has a 94V-2 fire rating or better and can take some physical abuse. If you're curious, this basically means the thing doesn't like lighting on fire and extinguishes itself quickly (test description here). On the physical side, it needs to take a multi-pound steel ball to the face after sitting in an oven for a while, and not deform. With these search criteria we went on the hunt and found a great company (https://www.polycase.com/) that had a wide selection and, most importantly, really good dimensional search functionality on their site. They also offer digital printing and machining services that we could grow into over time. Ok - we like them - moving on.
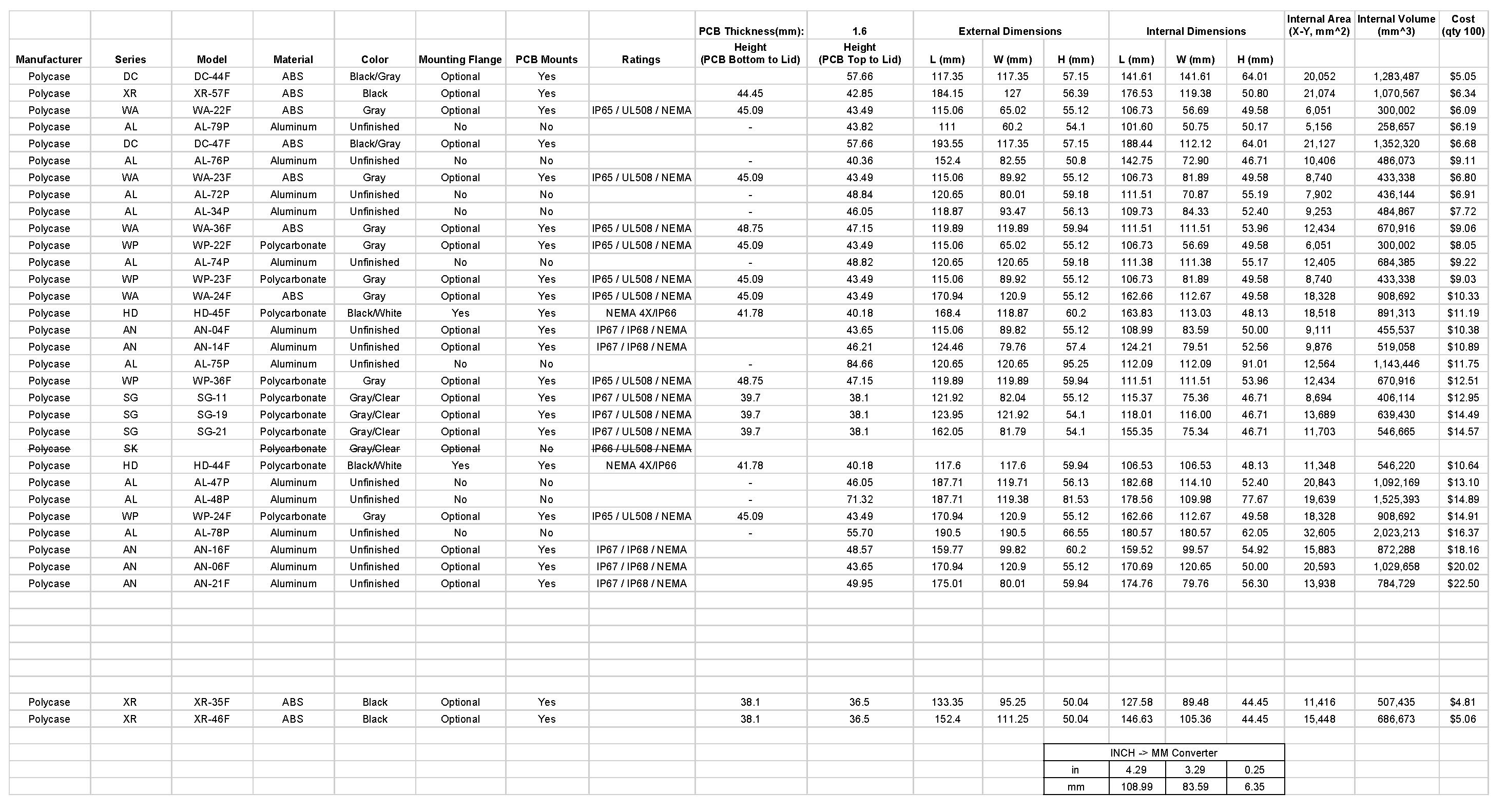
Using our existing PCB prototype dimensions as a general guide for what size we need, and trying to stay relatively low profile, we started the search. Despite their great search functionality, we ended up parsing one of their pages and put 33 of the ones we likes into our own matrix (screenshot below, excel sheet in project files).
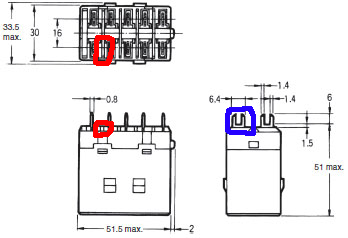
![]()
Turns out that our relays are too damn tall for most of them. Ugh. If we get an internal height that is tall enough, then the box is obtrusively large and mostly empty. Hrm. We were able to find a "PC PIN STYLE" (in blue) variation of the relay (though it's hard to source) and also could, theoretically, make a cutout on the PCB and pass the plastic isolator (in red) through but that only gets us a a few mm. Maybe it's time to LITERALLY think outside the box.
![]()
And finally, our next idea. Can we take one of the nice low-height off-the-shelf enclosures, cut a hole in the top, and put a small enclosure on top of it. Check out the sloppy Photoshop mock-up below to see what I mean.
![]()
Don't make fun of this idea yet ... I think it could work, look professional, be cheap to make, and give us a unique brand look. We'll let you know once we mock this up in real life.
-
Enclosure in Photos
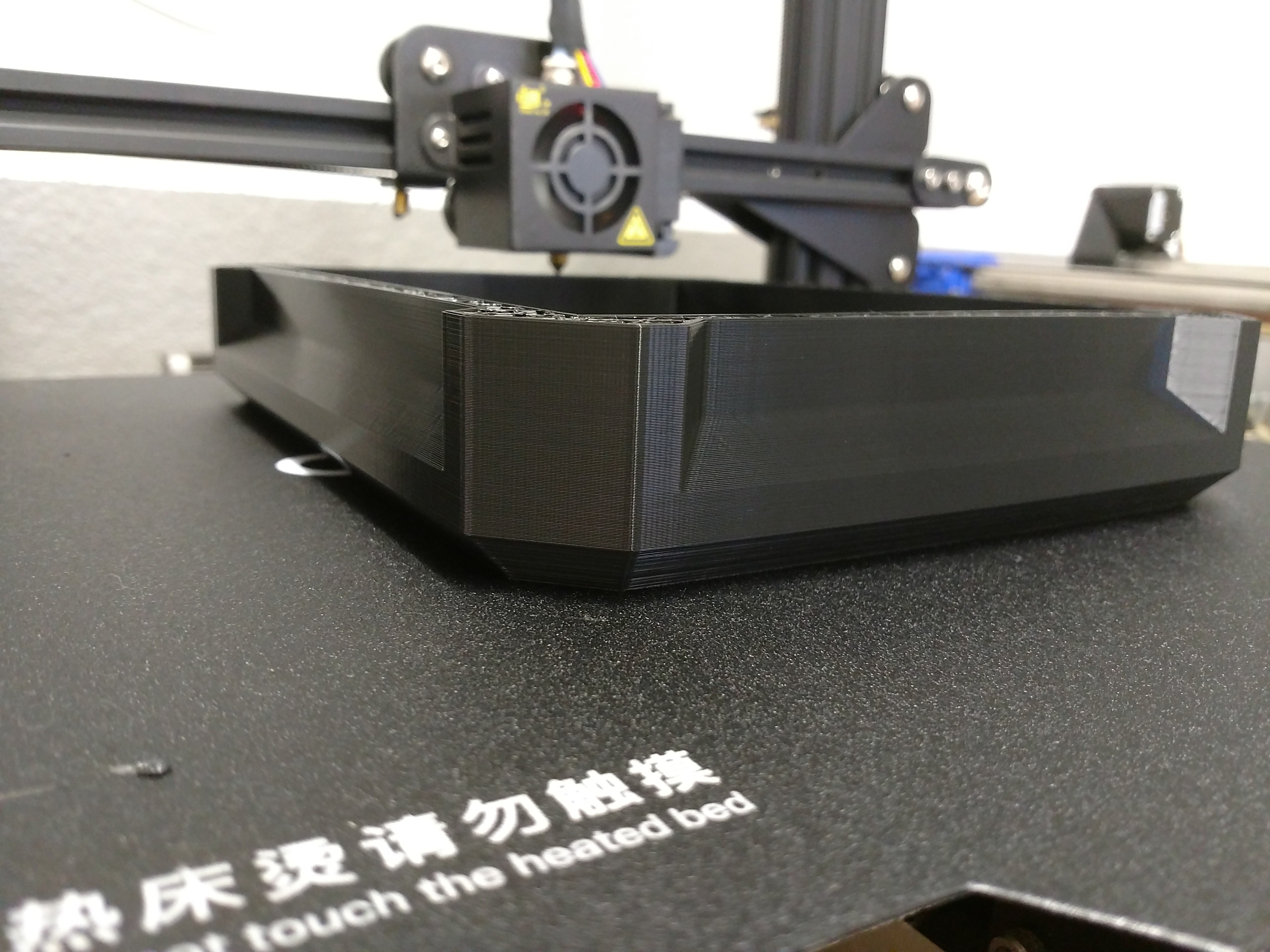
08/07/2019 at 00:02 • 0 commentsI went from design of a case to prototype in hand over the last few days, and snagged some photos of the process. Here's the shots, with short descriptions.
![]()
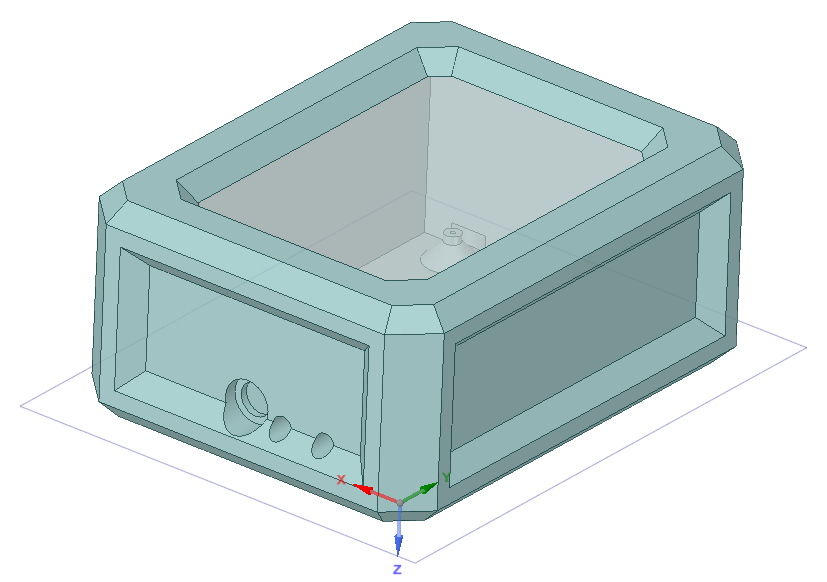
I quickly modeled the case with 3d printing in mind -- Notice the box walls are all 45 degree chamfers, and that the top of the box is a separate element entirely to prevent the sloppiness of overhangs. The bottom, where the board will mount, has very thick chamfered standoffs to compensate for the weakness typically seen with narrow bodies printed using FFF printing.
![]()
Assembled in 3d.
![]()
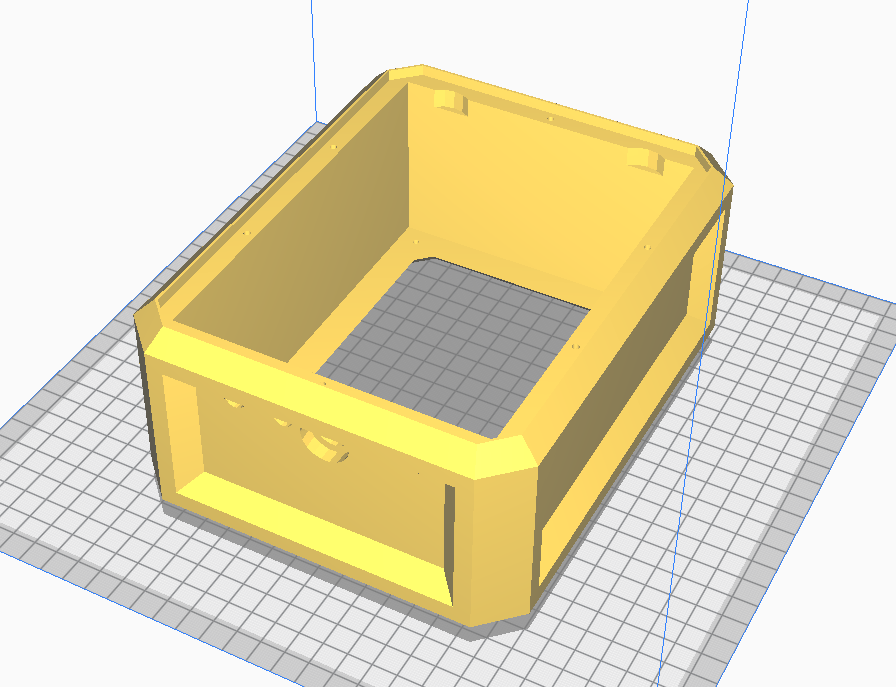
The body STL, pre-slicing in Cura.
![]()
The 3d print of the body, about 4 hours in. Notice how there was no overhang issue at the edges. :D
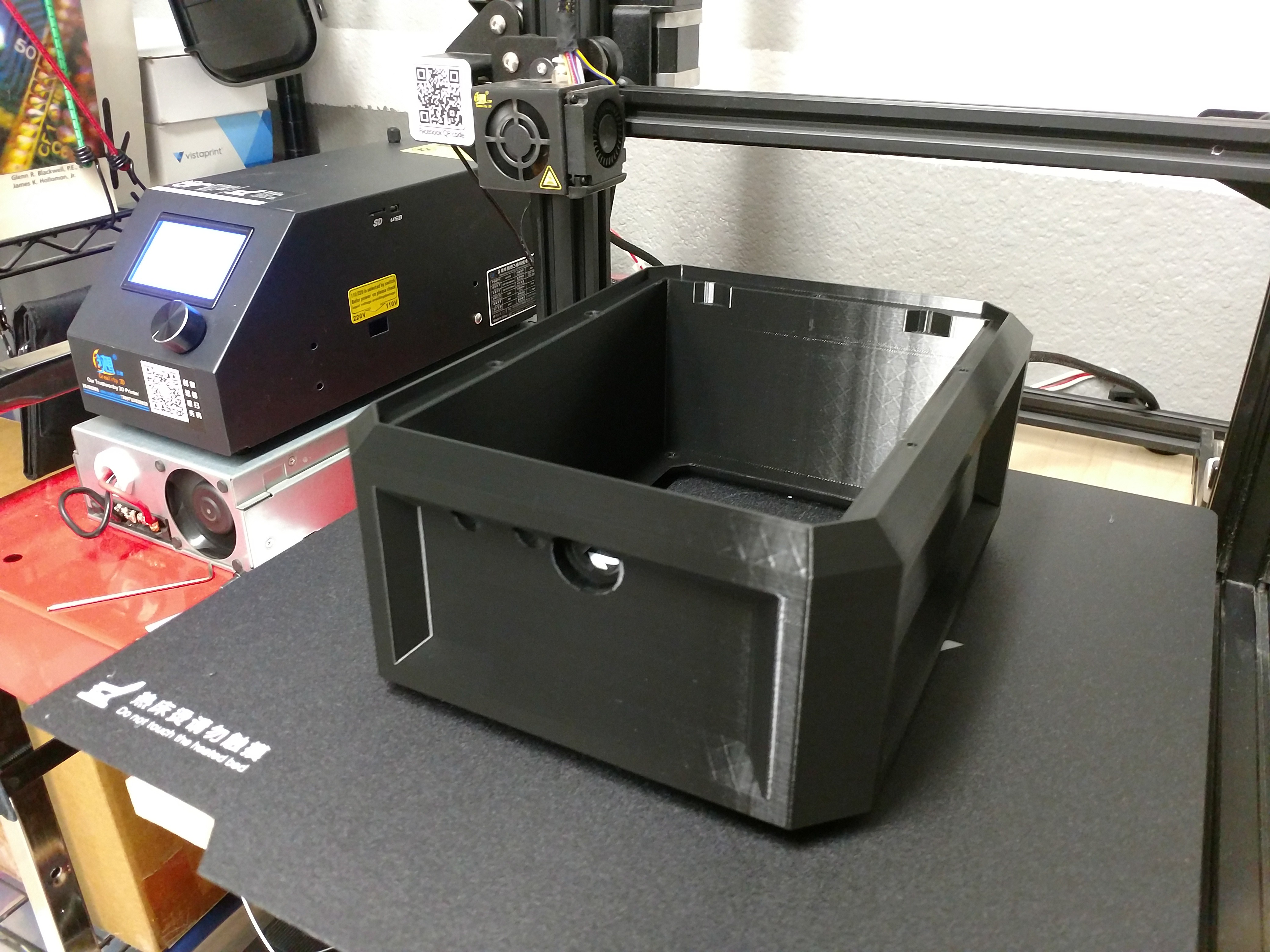
![]()
The completed body section. After I pull this off, I'll just have the mounting plate and the top to make.
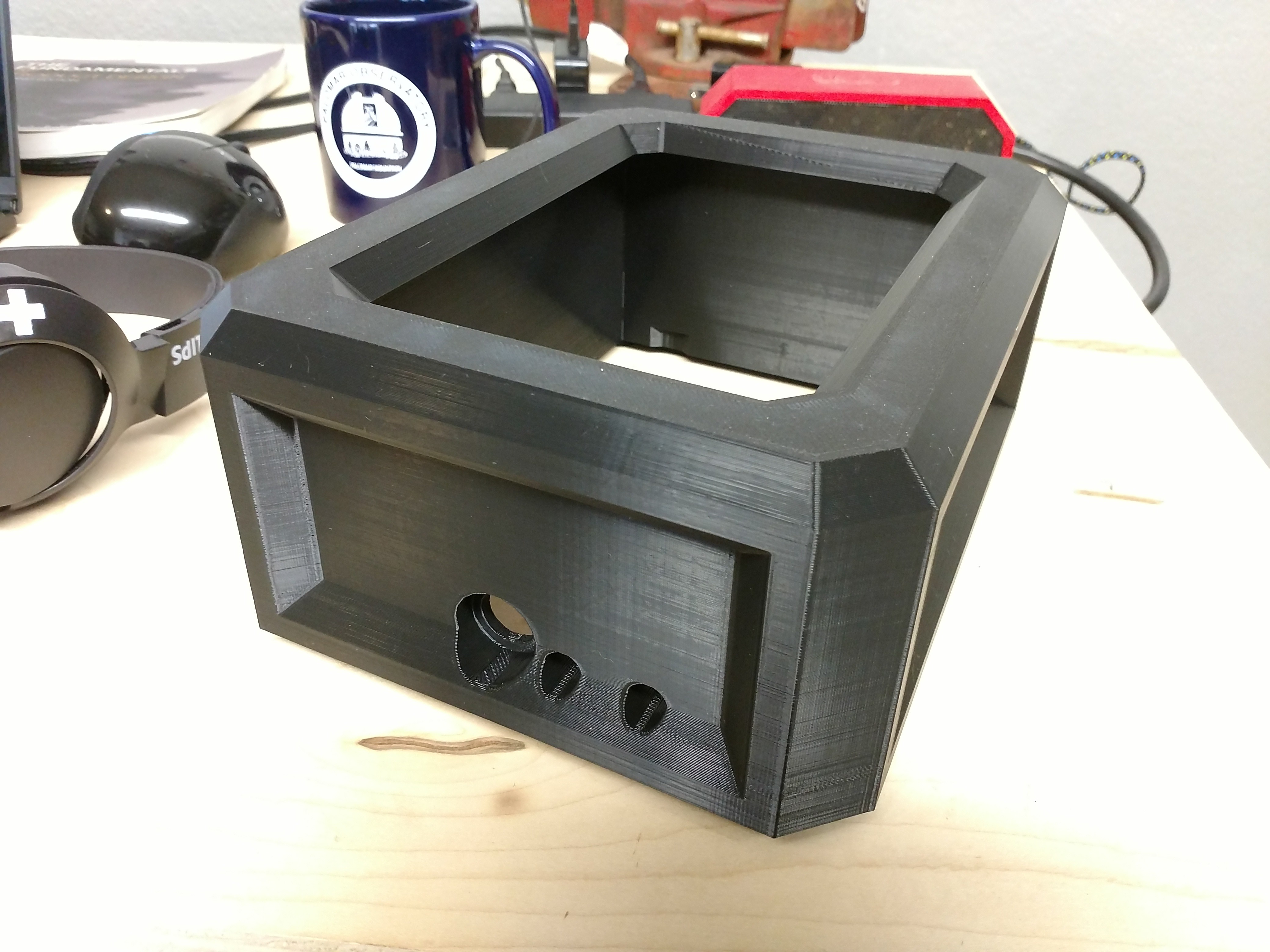
![]()
The same body, flipped 180 to face right-ways up.
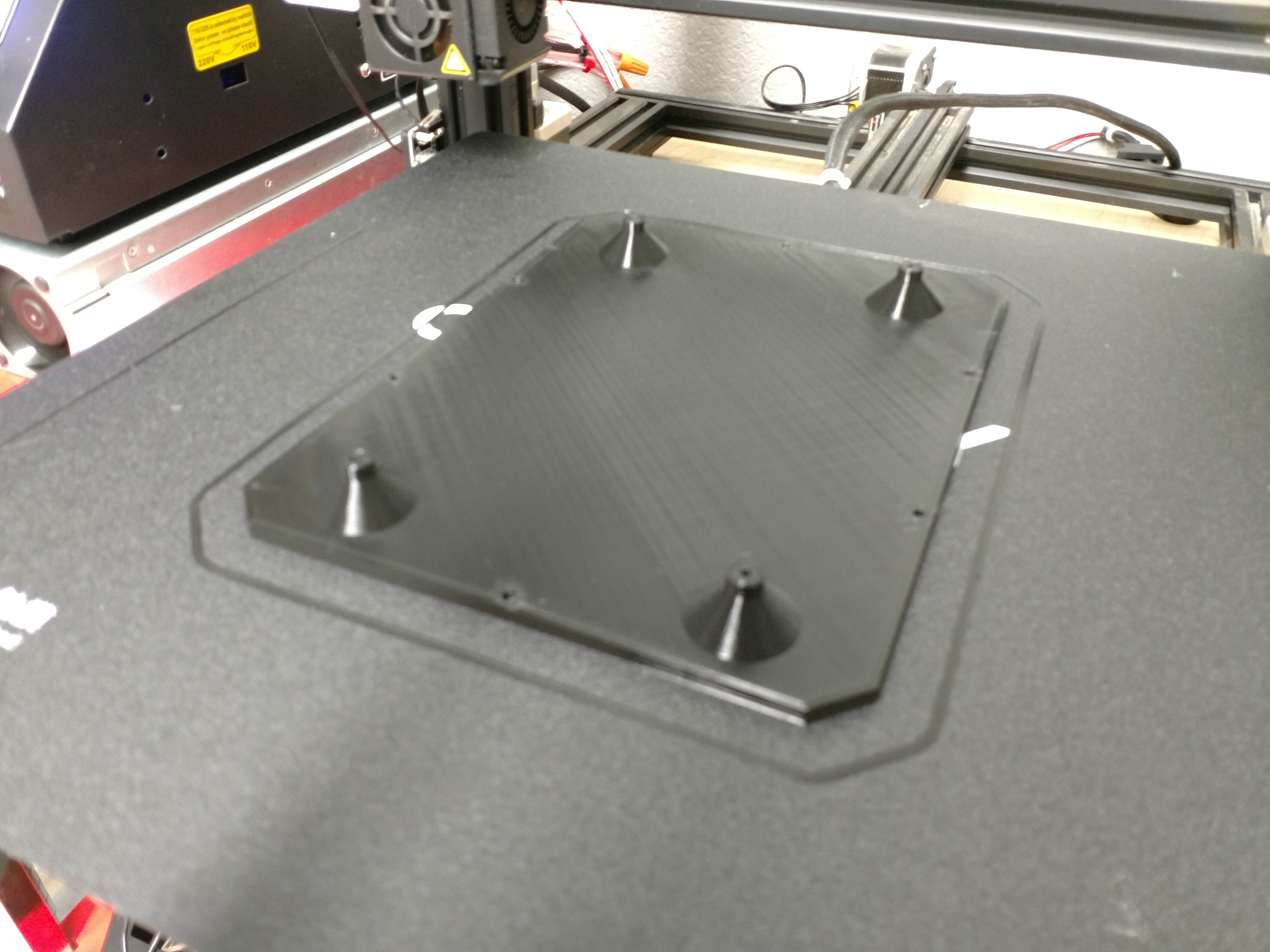
![]()
A (blurry) shot of the mounting plate with the built in standoffs. If we need to remake this, I'm going to buy some shorter screws to drop the total height of those standoffs, and pass the hole through the bottom so it can attach to rubber feet. Time to start on the top plate.
Instead of 3d printing the top plate, I decided to laser cut some acrylic sheet. I replicated the measurements for the panel in Inkscape, vectorized the HaD logo, and made a quick case name. The gray section was just my notation of the safe space to work in for graphics -- I deleted the gray block and flipped the graphics prior to saving to ensure that the engraved sections were facing inside the box.
![]()
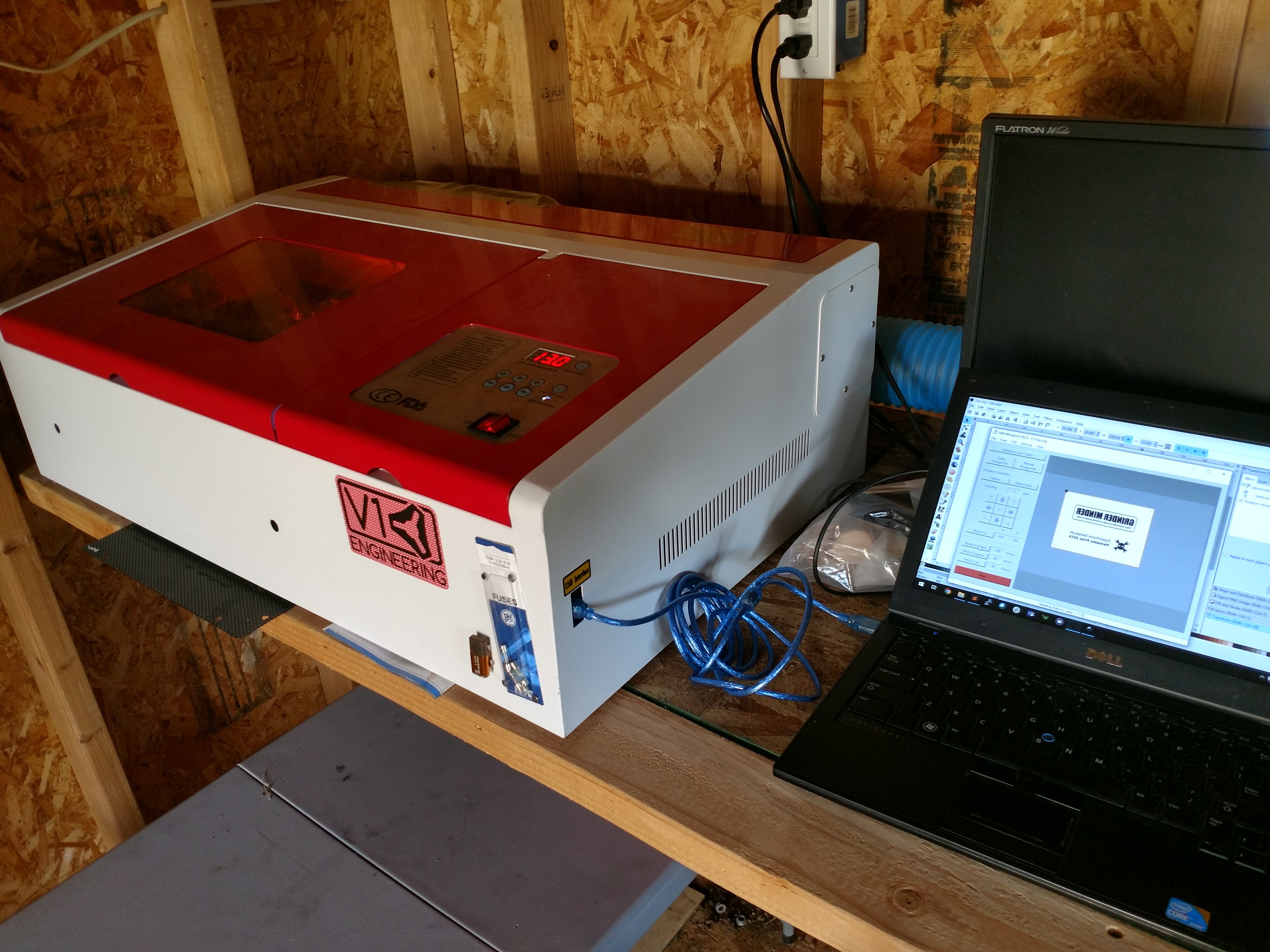
I tossed the acrylic panel on my cheap K40 laser cutter, and used K40Whisperer to send the instructions out to the device.
![]()
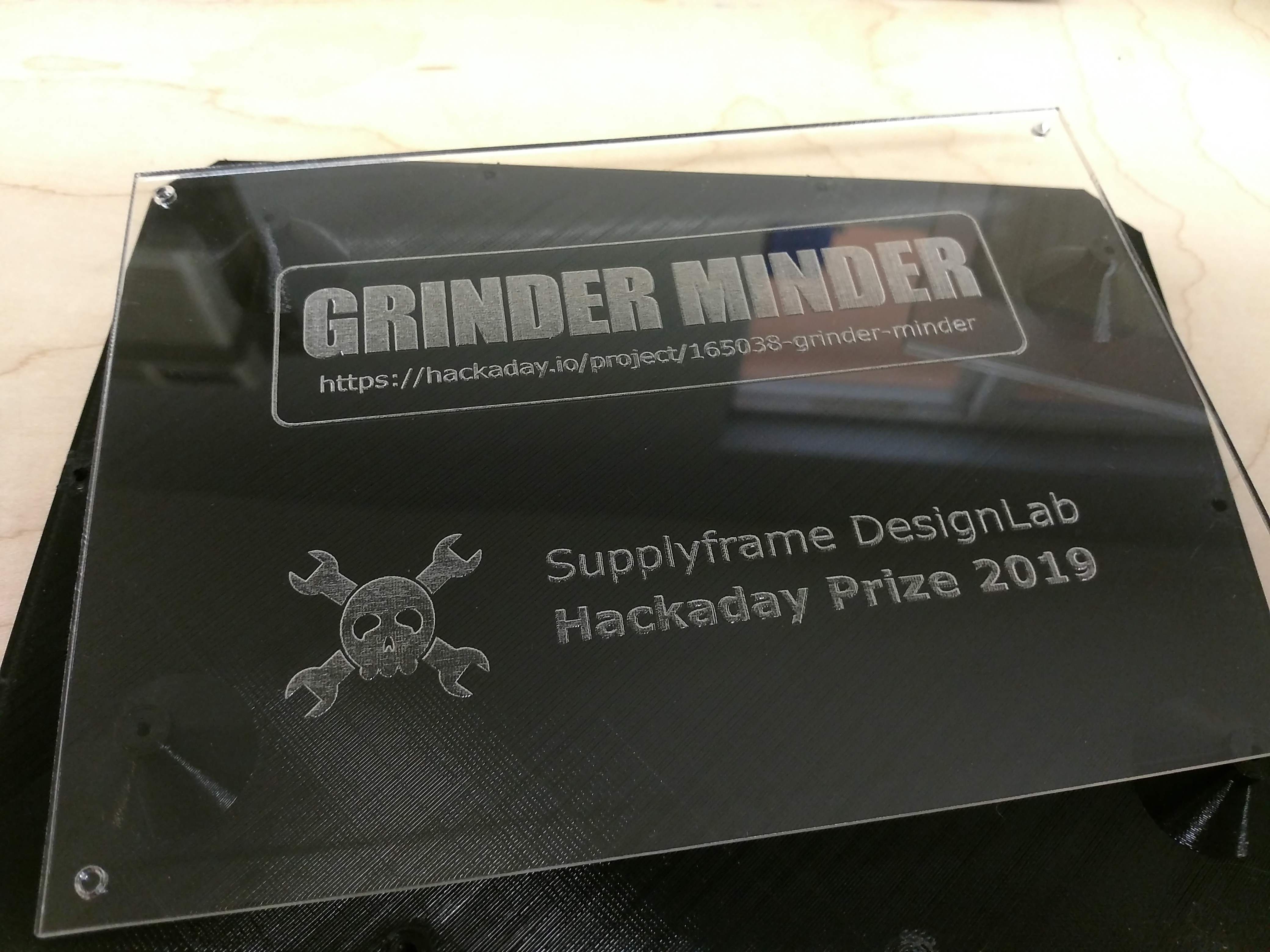
Damn beautiful.
![]()
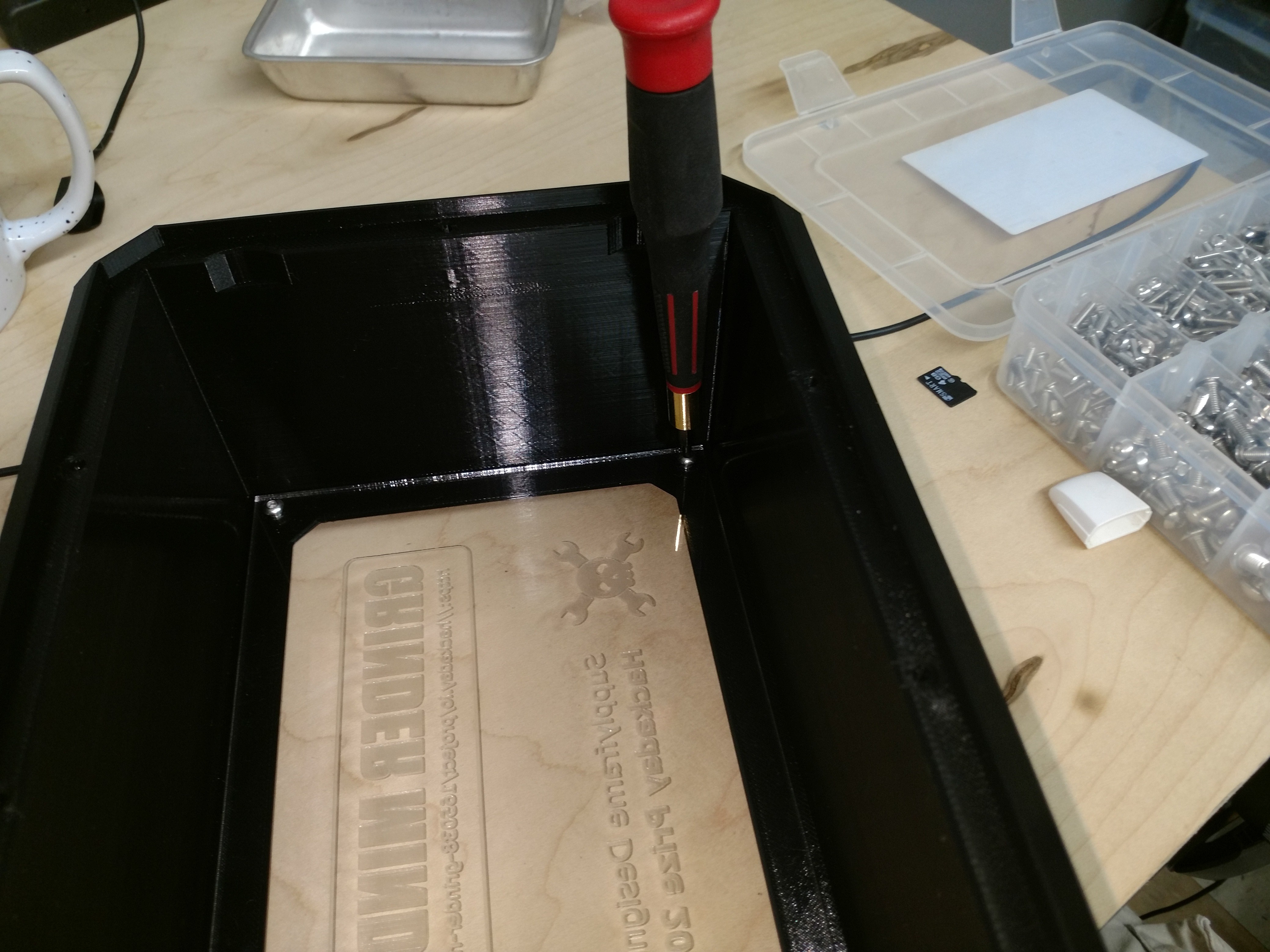
Installation with a few M3 screws. I used a standard fit on the holes on the acrylic, and a bit of a snug fit on the screw holes so they'd effectively tap themselves into the body.
![]()
Interestingly enough, I -forgot- to properly size the holes on the mounting plate which hook the plate to the body, and had to tap right through the mounting plate. Damn. But something else to fix in the next version, I suppose. Good enough for what we need for the prototype! Now to decide on whether manufactured will be injection molded or pre-fabbed!
-
Design For Manufacture Meeting
08/04/2019 at 20:09 • 0 commentsNow that we have a functional proof of concept circuit, we're working to plan out a longer term design for manufacturing. We had heard good things about a local PCBA manufacturer so we setup a meeting and discussed product manufacturability. The place is Hughes Circuits, Inc. and they have an incredible facility where they Manufacture PCBs and assemble products for military applications. Overkill for our device, perhaps, but they're experts and had good input. We met the other day with their BD guy and their FAB lead, shared our prototype and intent for next steps, and absorbed their wisdom. Interestingly, a lot of the discussion came down to reliable part sourcing, testing methodology, and which parts would lend themselves well to certain soldering and cleaning strategies. The relays we're using, for instance, aren't water-tight, which means that submersion cleaning of the boards after assembly would be unwise unless the cleaning step took place prior to the addition of the relays.
The folks at Hughes were helpful in some unexpected ways as well. One of the manufacturing engineers brought up the topic of the thermal connection between the heat-sink and the SCRs. According to him, while the Silver thermal paste was a really good thermal conductor, the manual application of the goop to every heat-sink was going to be more work than something like a thermal pad and more prone to inconsistent application. This kind of manual task obviously makes the work more expensive, growing the cost per unit.
The good new was that they didn't see any serious concerns with the state of the circuit board from a manufacturing point of view. While things like through hole components would add to the cost, the crew at Hughes was generally positive about the overall circuit board design. Now our concerns are shifting to the manufacturability of the enclosure and assembly as a whole. More soon! -
Closing in on Enclosures
08/04/2019 at 04:11 • 0 commentsWhile the circuit design settles down, we're starting to think about a longer game when it comes to the finalized product. Specifically around the form of the thing. What should it look like? Where should it go? Should it attach directly to the Grinder or next to it? I've started playing around with a few different ideas, but with the manufacturing aspect to consider first, we're starting with the assumption that we'll likely end up either designing it ourselves, or sourcing something that does the job already. Since we're thinking plastic is going to be a good material for the forms we're considering, we'd likely need to use injection molding. Alternatively, if we can find some pre-fabbed enclosures at a modest price, we may just jump on that to simplify our lives.
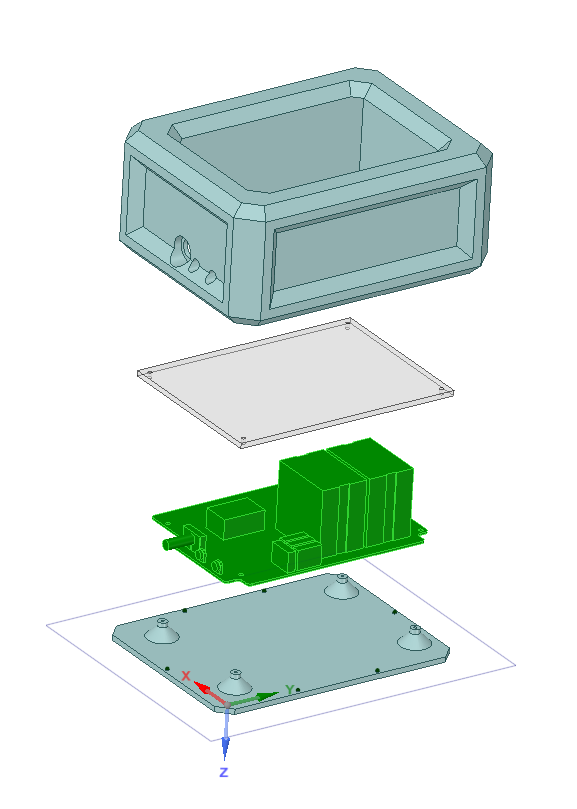
While we review and research the comparative costs, I ginned up a quick prototype design and am currently printing it. It's a bit bulky, but it carries that angled and chamfered look that really says "I'm designed to be stepped on and kicked around". Given our target market, it makes sense. Here's some photos, and a quick exploded design.
![]()
![]()
-
It's Alive!
07/29/2019 at 18:27 • 0 commentsWe had every expectation that our first electrical test would be a spectacular fireworks show (especially considering the fireworks from our previous mosfet testing) but then something strange happened...
It just worked! Like - when does that ever happen!? The other Scott (McGimpsey) claims that it's the result of our planning and experience. This Scott (Swaaley) calls it good luck. We'll be doing some testing with larger inertial loads and varied settings over the next week. Stay tuned!
-
Test Gear
07/29/2019 at 17:48 • 0 commentsNow that we were moving towards a 3-phase product .... we needed the ability to test 3-phase. First problem was a 3-phase source of power. The Lab and The Shop are just a spare bedroom and the garage of my house and we have a 100A 240V service so we started hunting around.
After learning more than I ever wanted to know about phase converters, I found one that was reasonably affordable and bought it. A few notes in case you ever need to buy one:
- Don't fall victim to the 180 degree vs. 120 degree phase debate. The internet is awash with this dogma. The 240V that feeds a phase converter is single-phase (no common reference with a 2-wire feed) so the idler motor can make a true 120 leg. The voltage isn't always perfect on that artificial leg - and it's current response can lag a bit - but it's passable 3-phase power.
- Don't fall victim to the "solid state" or "idler free" phase converter. It's just a capacitor bank that functions as a starting capacitor that shifts the current of a motor's 3rd phase during starting then turns off .... leaving your motor to run on just two-phases. It works for motors (though reduces HP by 1/3) but it's a starting current nightmare and not something you'd want to test with.
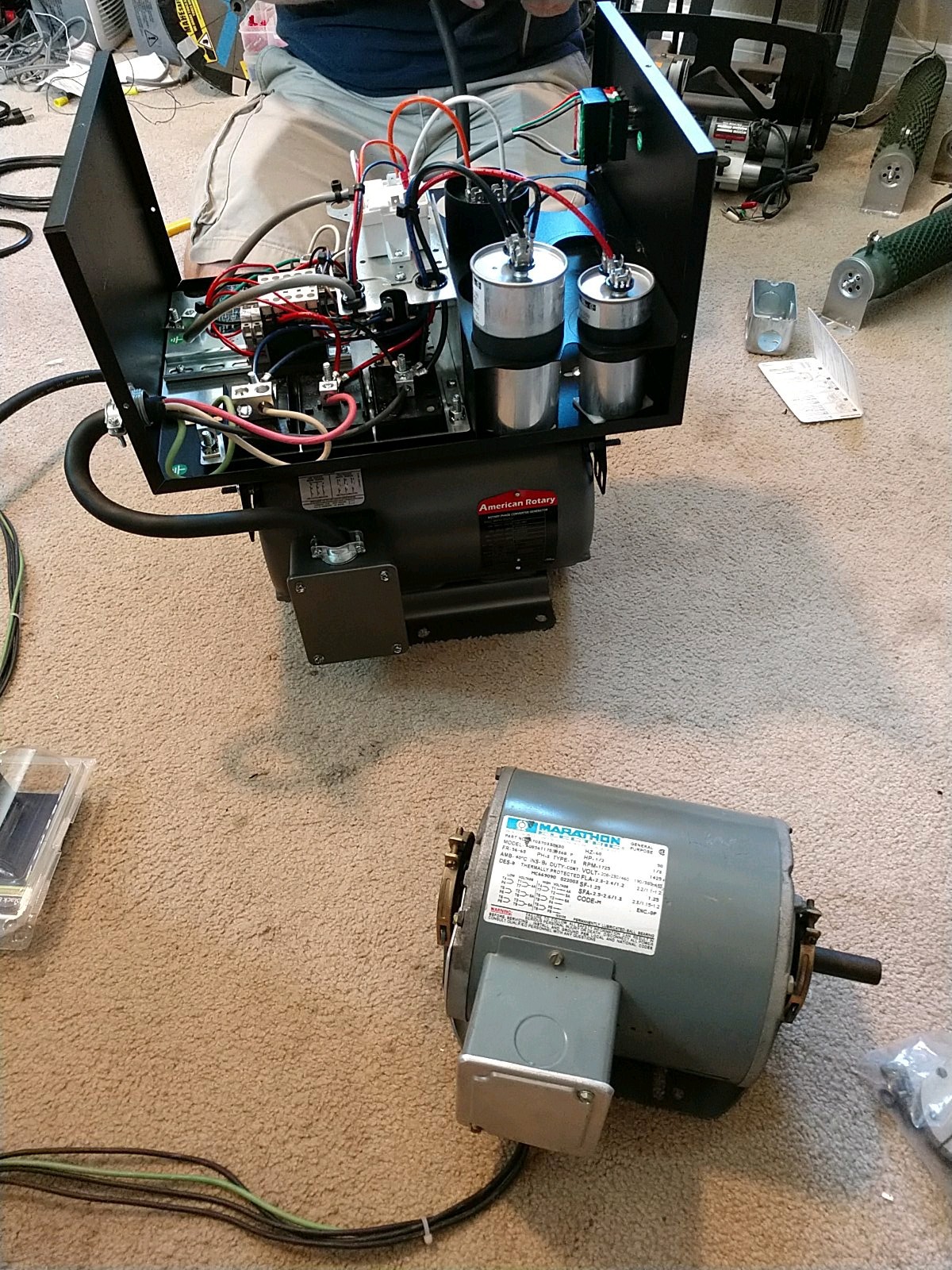
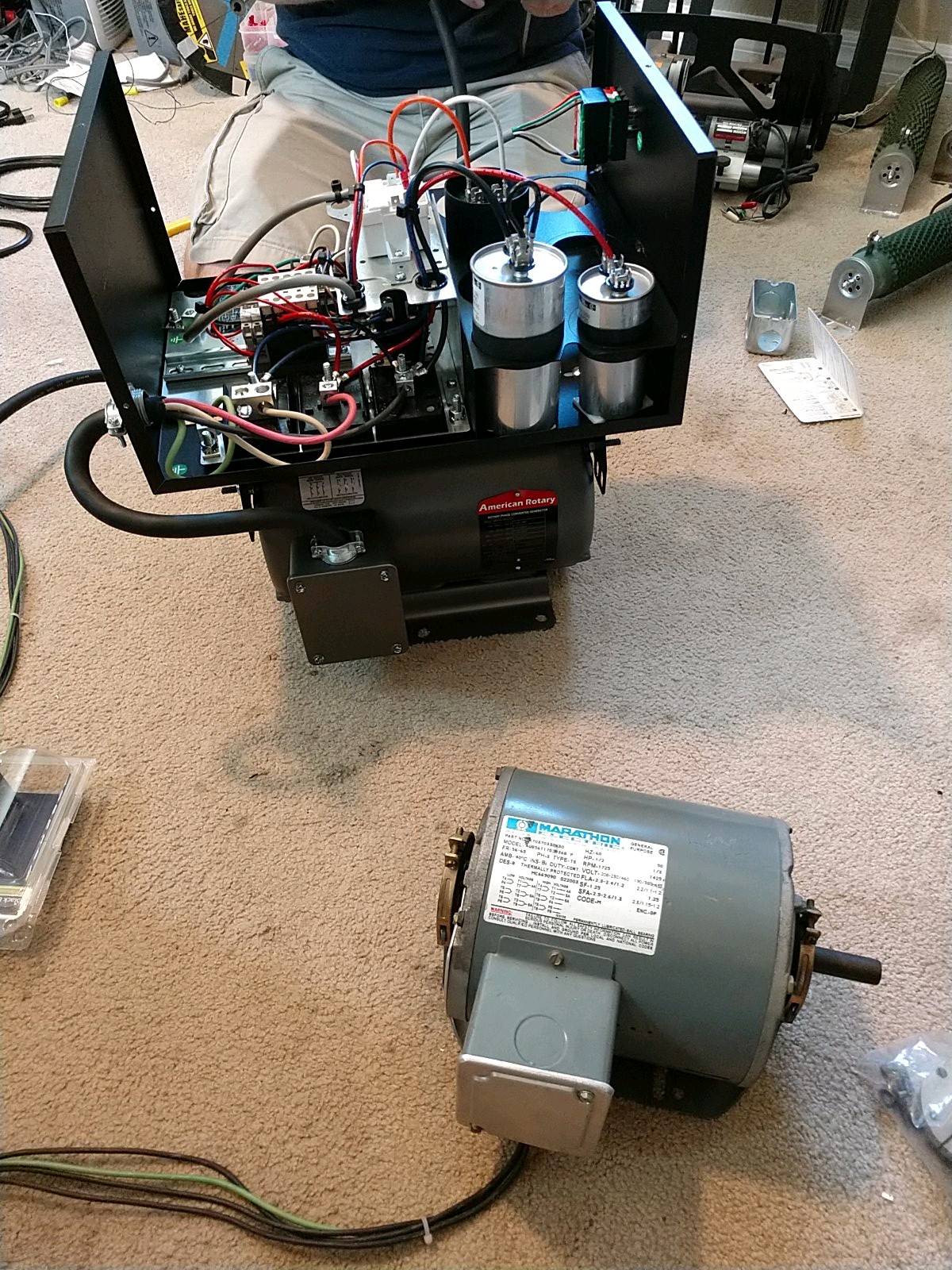
We also needed a motor to use. We haggled and picked up a small 3-phase motor from a local surplus.
Here are our new babies:
![]()
-
Macr - Oh $#it
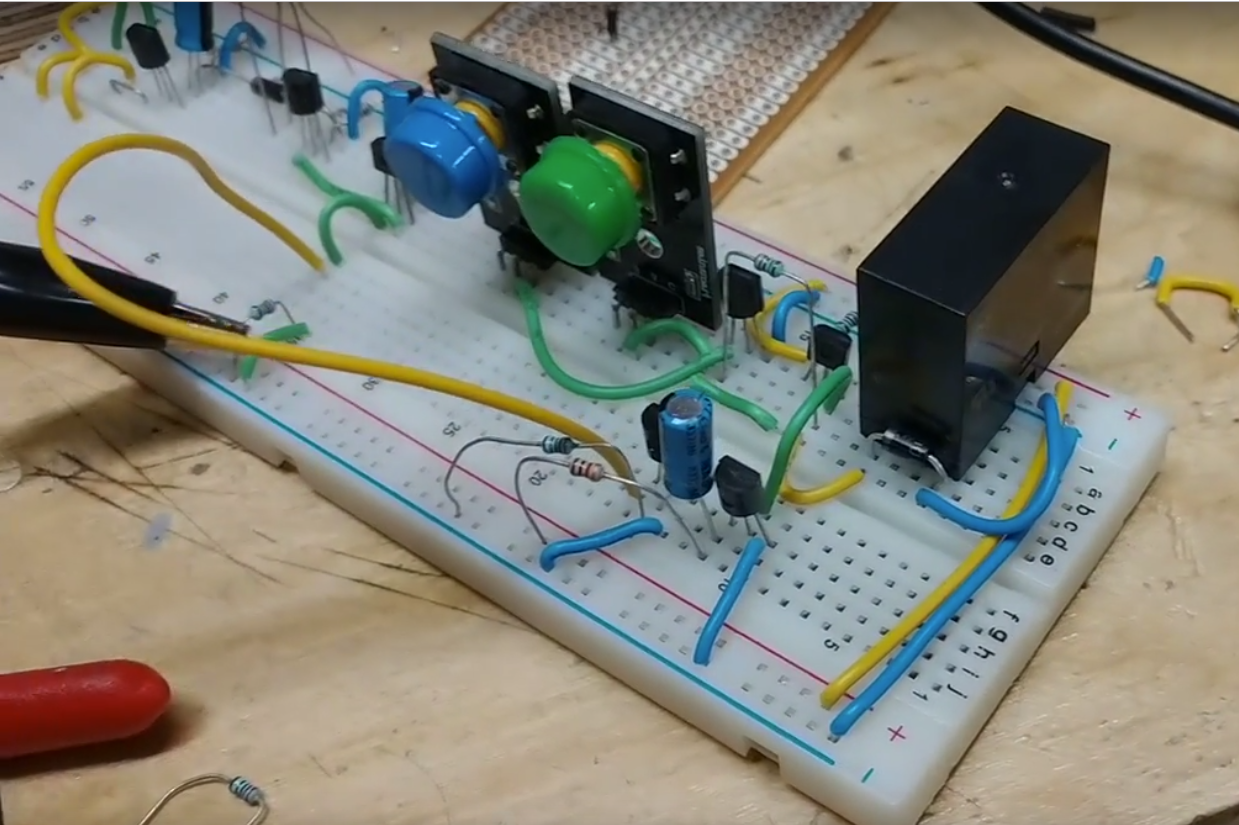
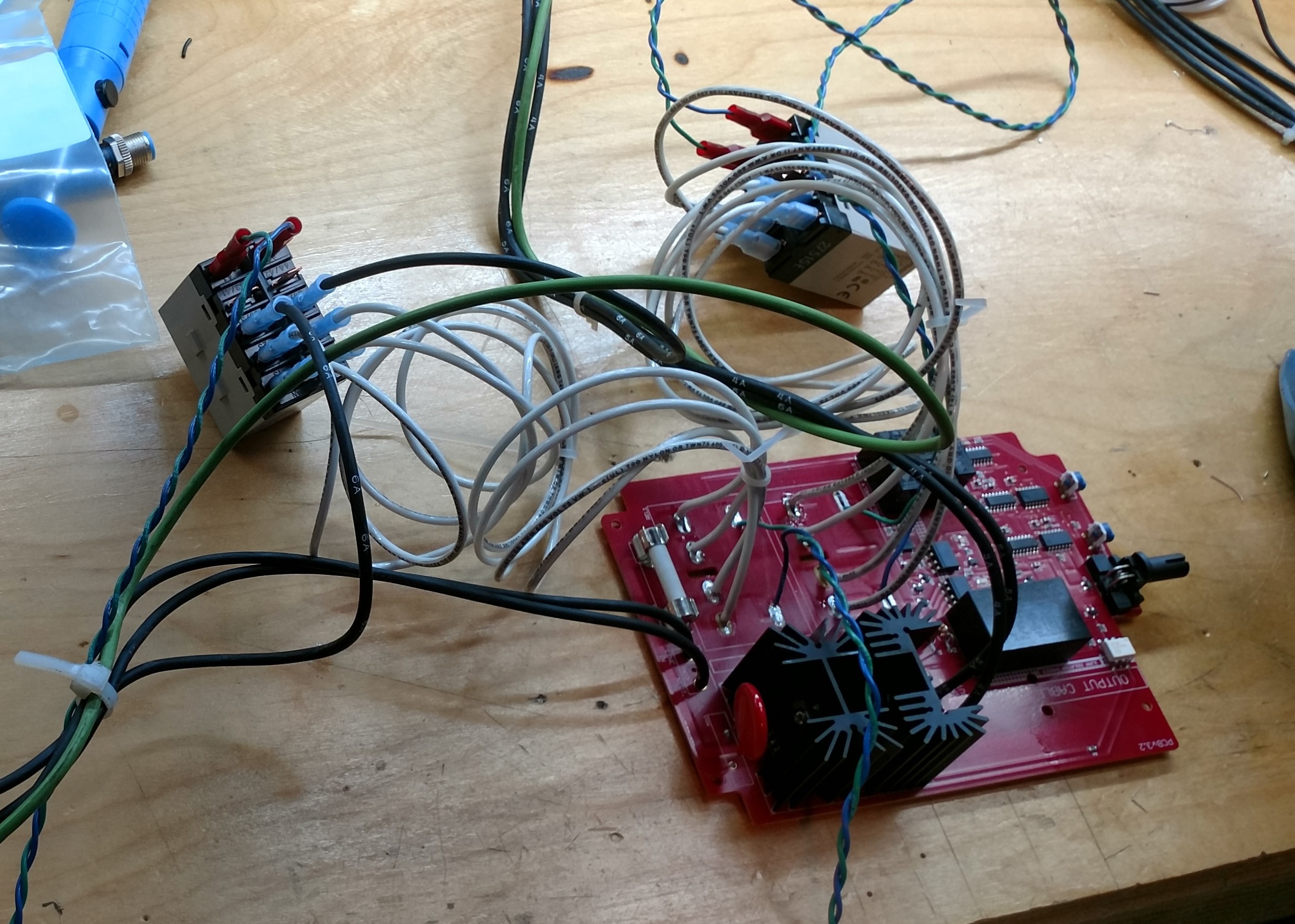
07/29/2019 at 17:38 • 0 commentsSince our sharp left turn last month, we've been heads down working out a prototype. We took advantage of the awesome folks at MacroFab and had a PCB made. Then ... of course ... we realized the mistakes we made on layout and had to hack it a bit (well, a lot). This is how it looked going into our first test.
![]()
Big picture - this PCB contains a few parts.
- High-voltage high-power AC: big fat relays, big fat traces (2oz / 3mm), and lots of nothing (large spacing) to prevent arcing or shock.
- High-voltage high-power DC: we're testing some ideas for a high-power-density DC source (see previous post). You definitely don't want to touch this part
- Low voltage controls: galvanic isolation is a big deal so we've isolated all low-voltage stuffs and kept it simple. Digital controls but it's all logic - so software or firmware.
Next it's time to turn it on!
-
Pics!
07/11/2019 at 19:56 • 0 commentsnew phase converter just arrived for testing!!!

new phase converter just arrived for testing!!!
Grinder Minder
Bench Grinders are everywhere. So are fingers. May the two never meet. That's where grinder minder comes in.