 Michael Perrone
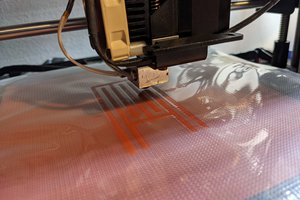
Michael PerroneThis technology can be used to print conducting traces and antennas like this:
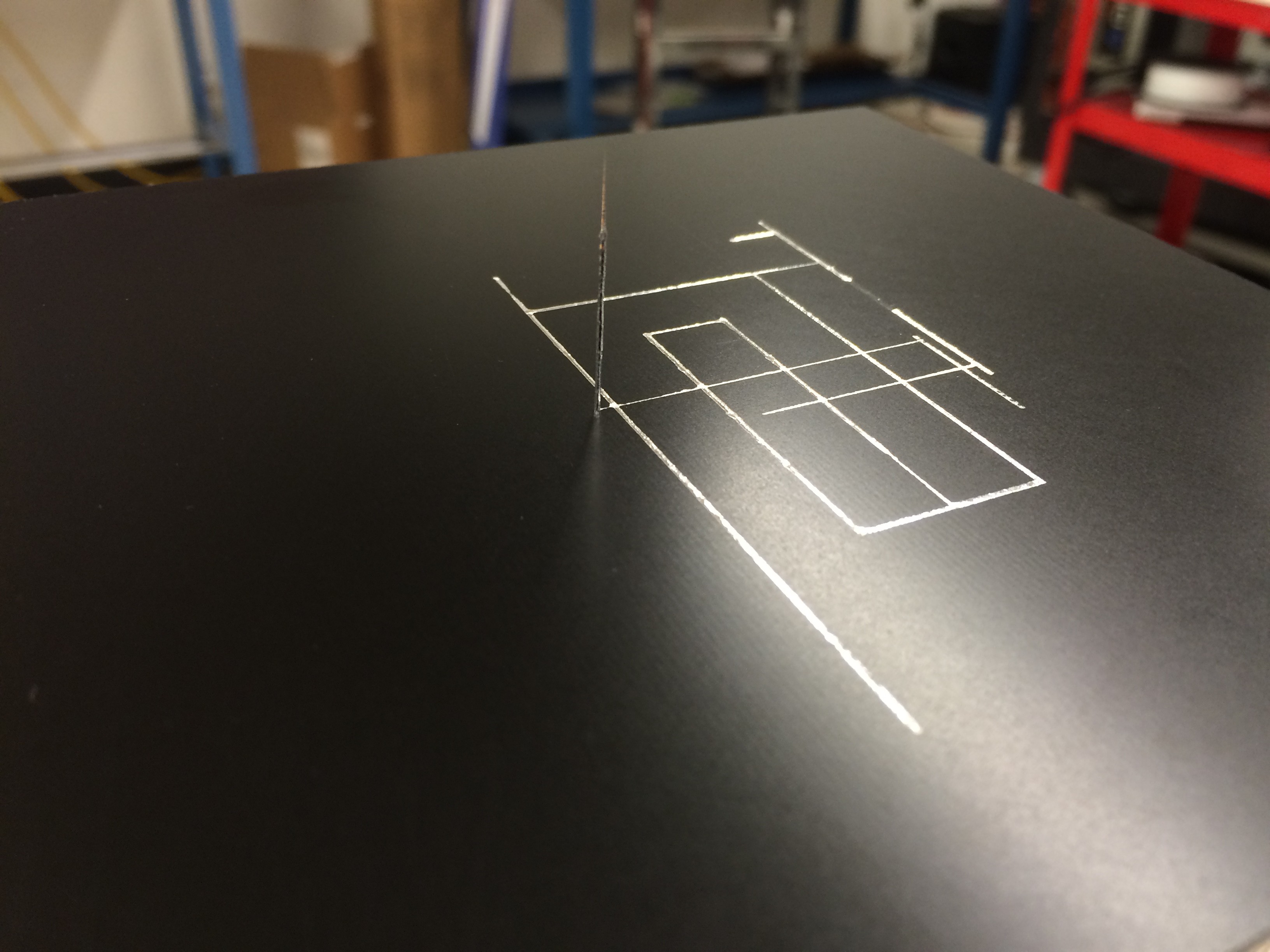
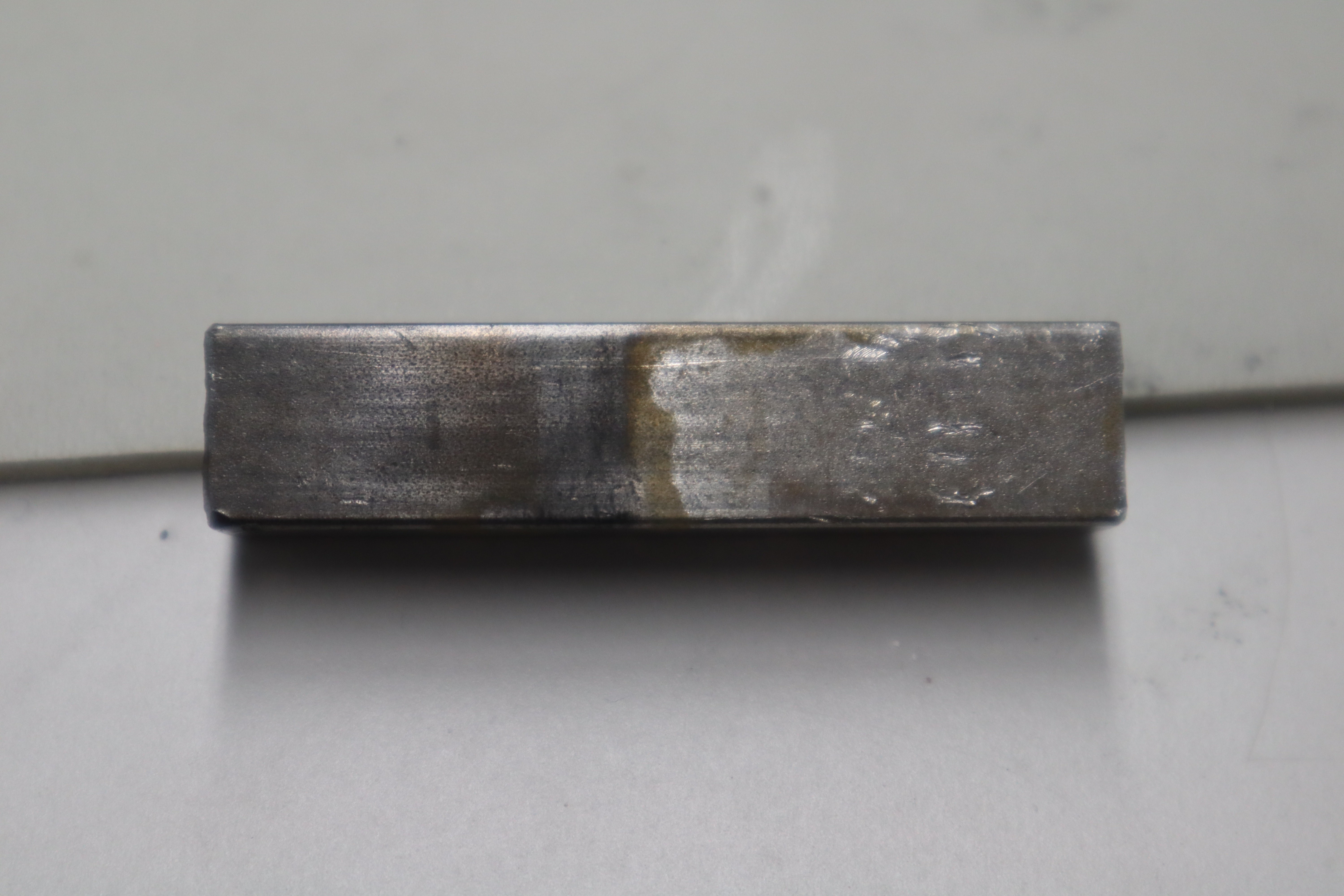
Which was done on an earlier prototype of this technology. Since the tin-zinc alloy melts at 240C it is compatible with PETG printing and as long as your PETG doesn't offgas water vapor (dry it well before use), the mechanical interface should be strong between the materials. Solid metal parts can also be printed with this machine, which do not require any difficult post-processing steps like sintering.
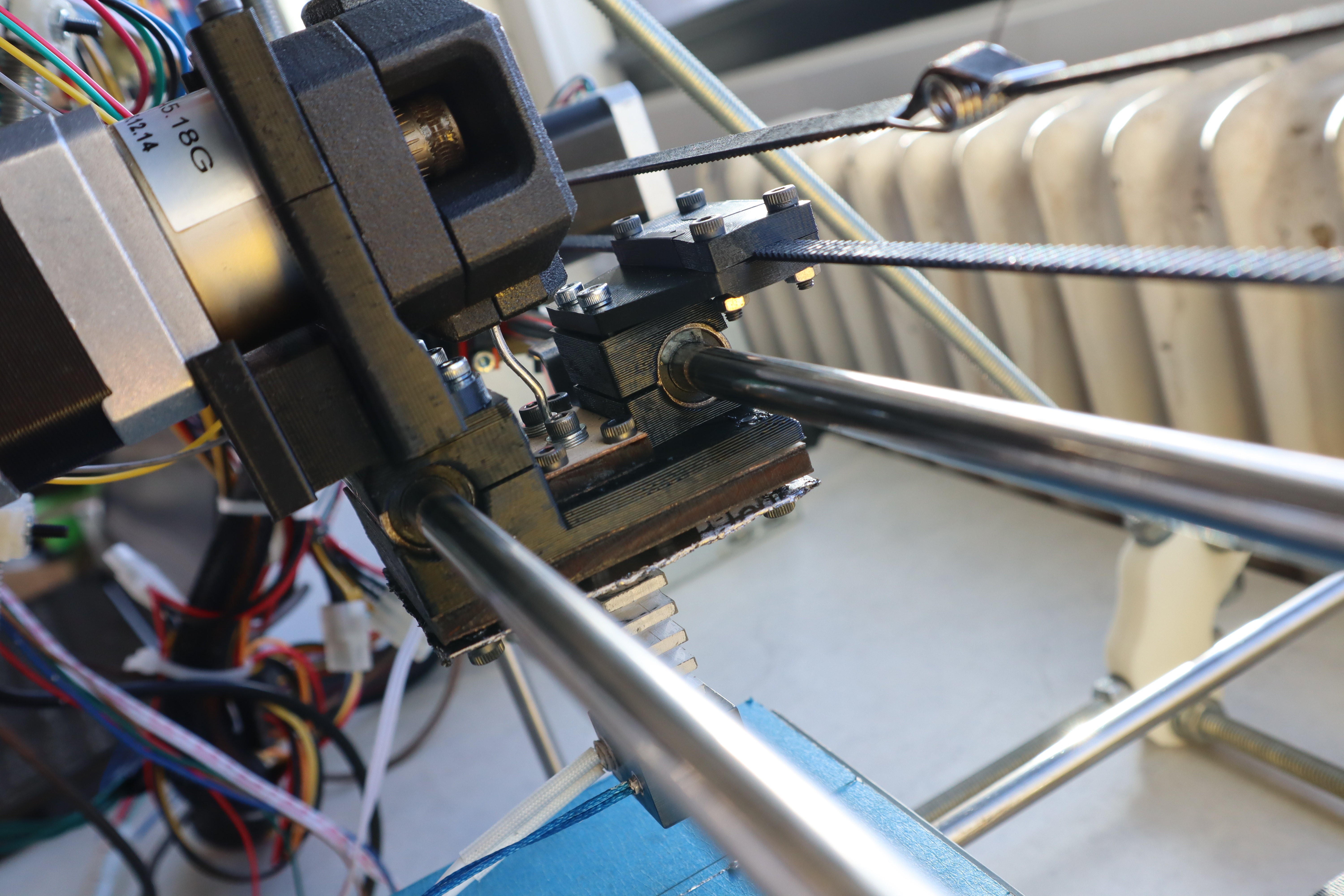
System features:
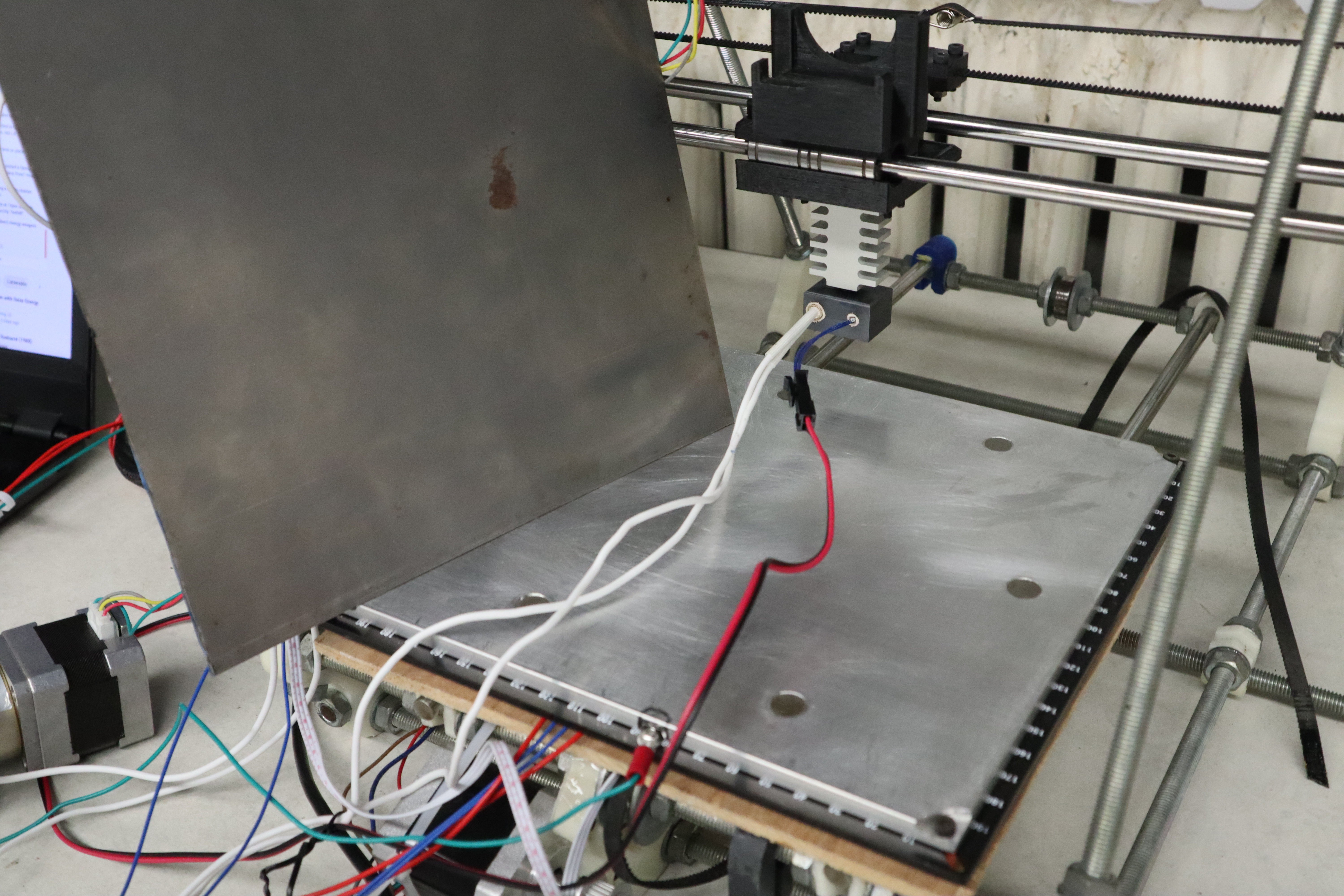
- Print bed which can go up to 200C (E3D's high temperature heat bed works fine for this)
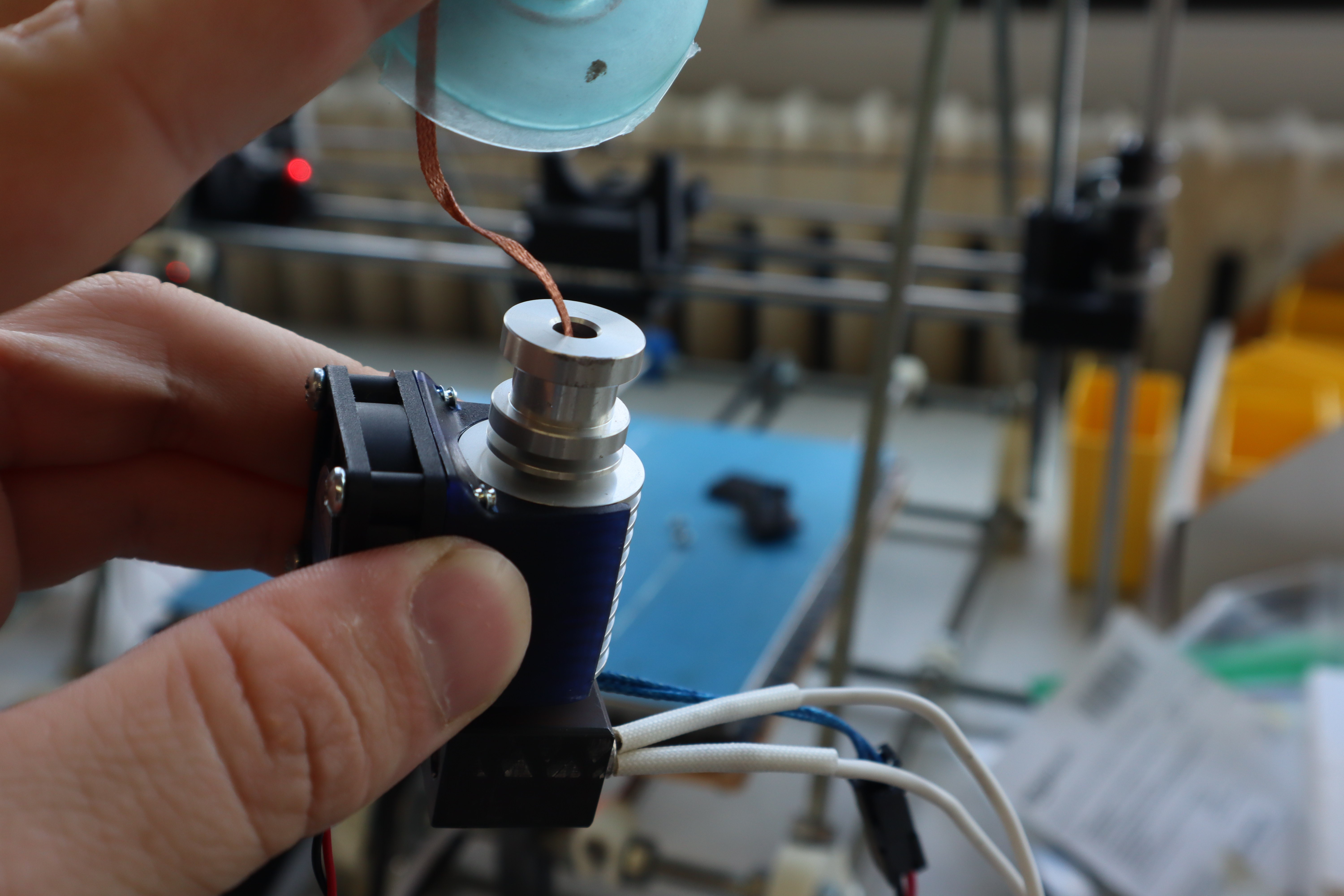
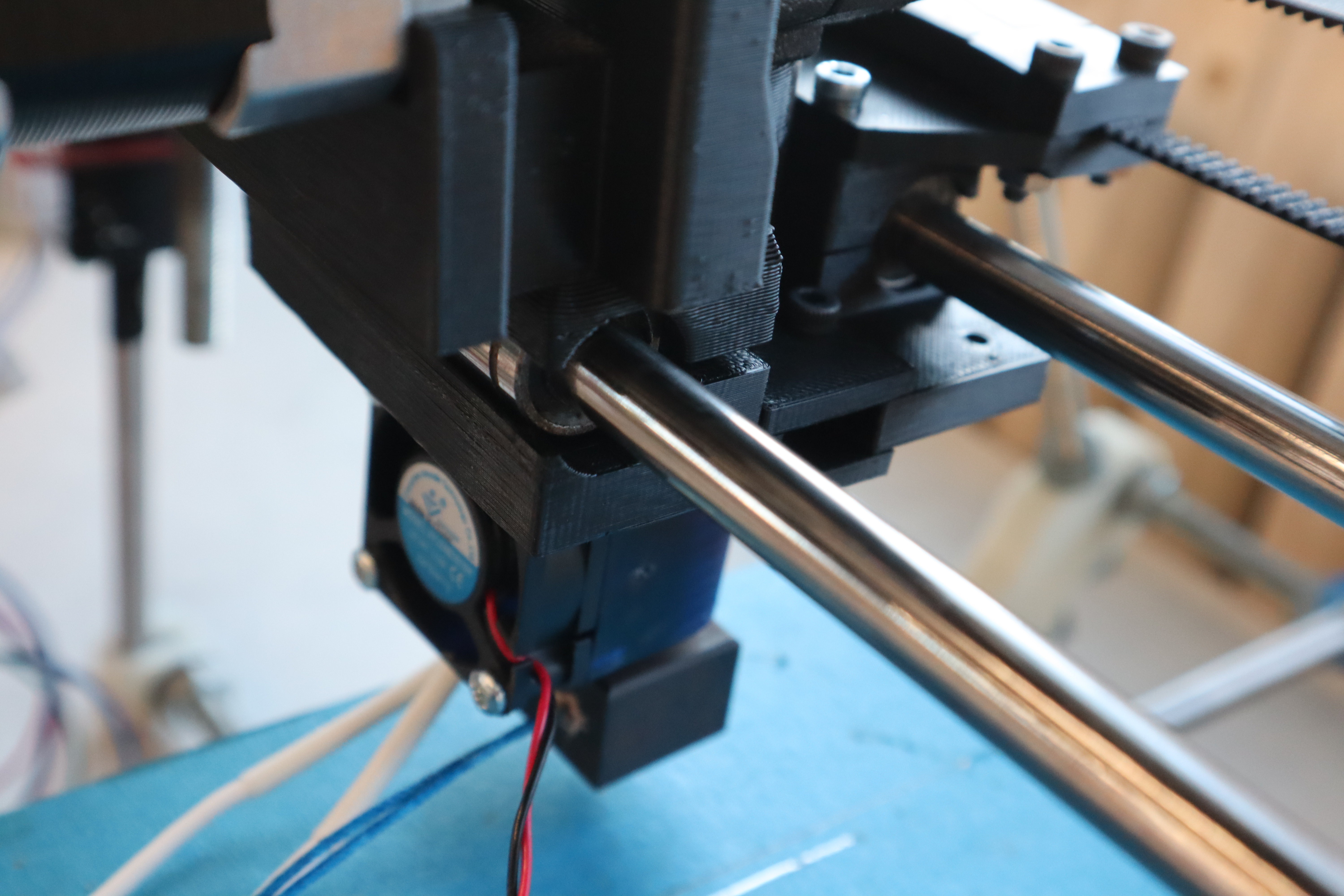
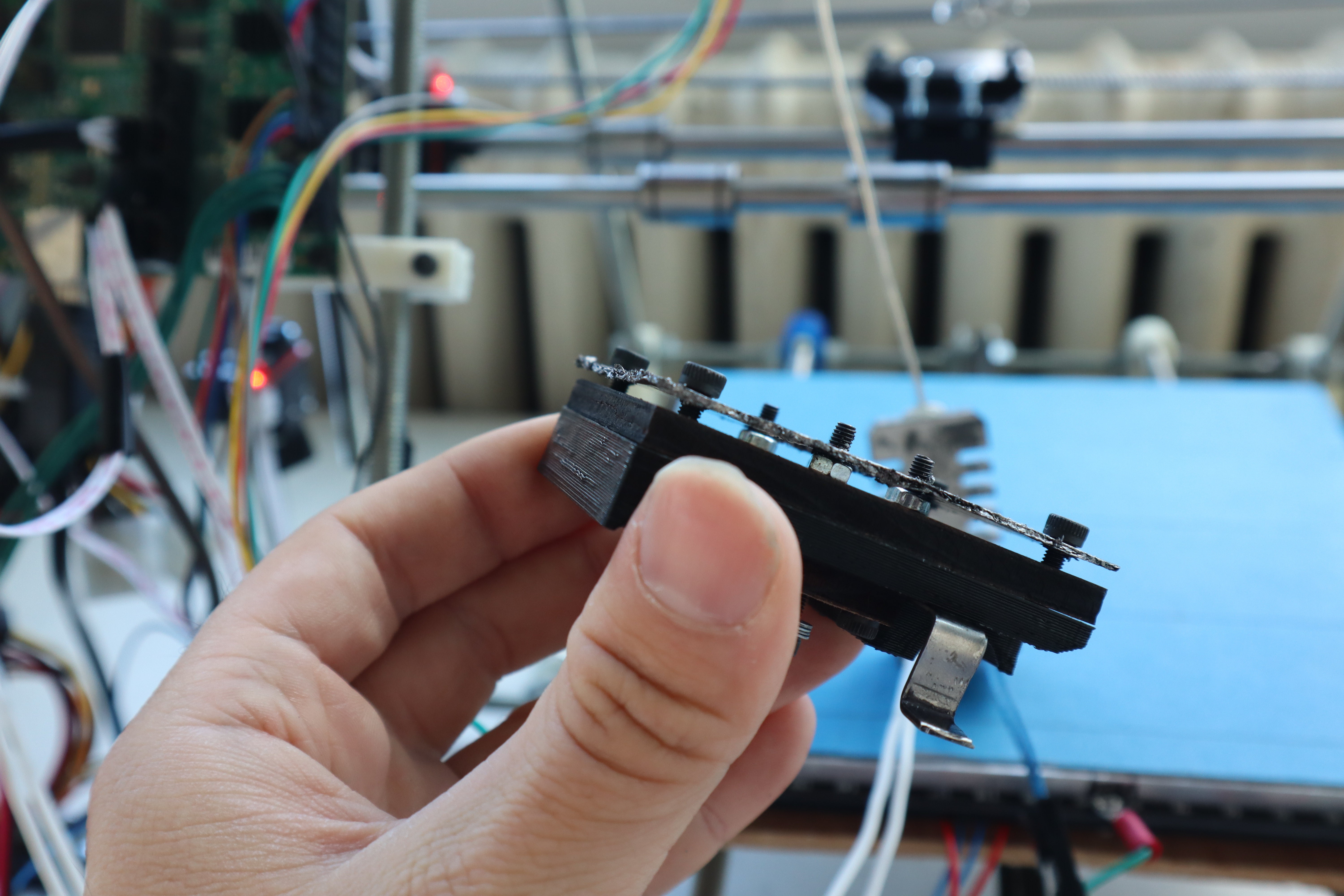
- Wettability-patterned hotend components
- Optimized printing materials
- liquid glass gasketing and liberal use of X-Pando to seal the liquid metal during extrusion
- brush to guide metal onto substrate
You can find the Github page here.
The license for this project is Apache-2.0, and there is a provisional patent for an industrial version of the technology which can print aluminum, copper, and steel alloys, but anything that doesn't glow red hot and that a hobbyist would feel safe about using at home is fair game and open-source.



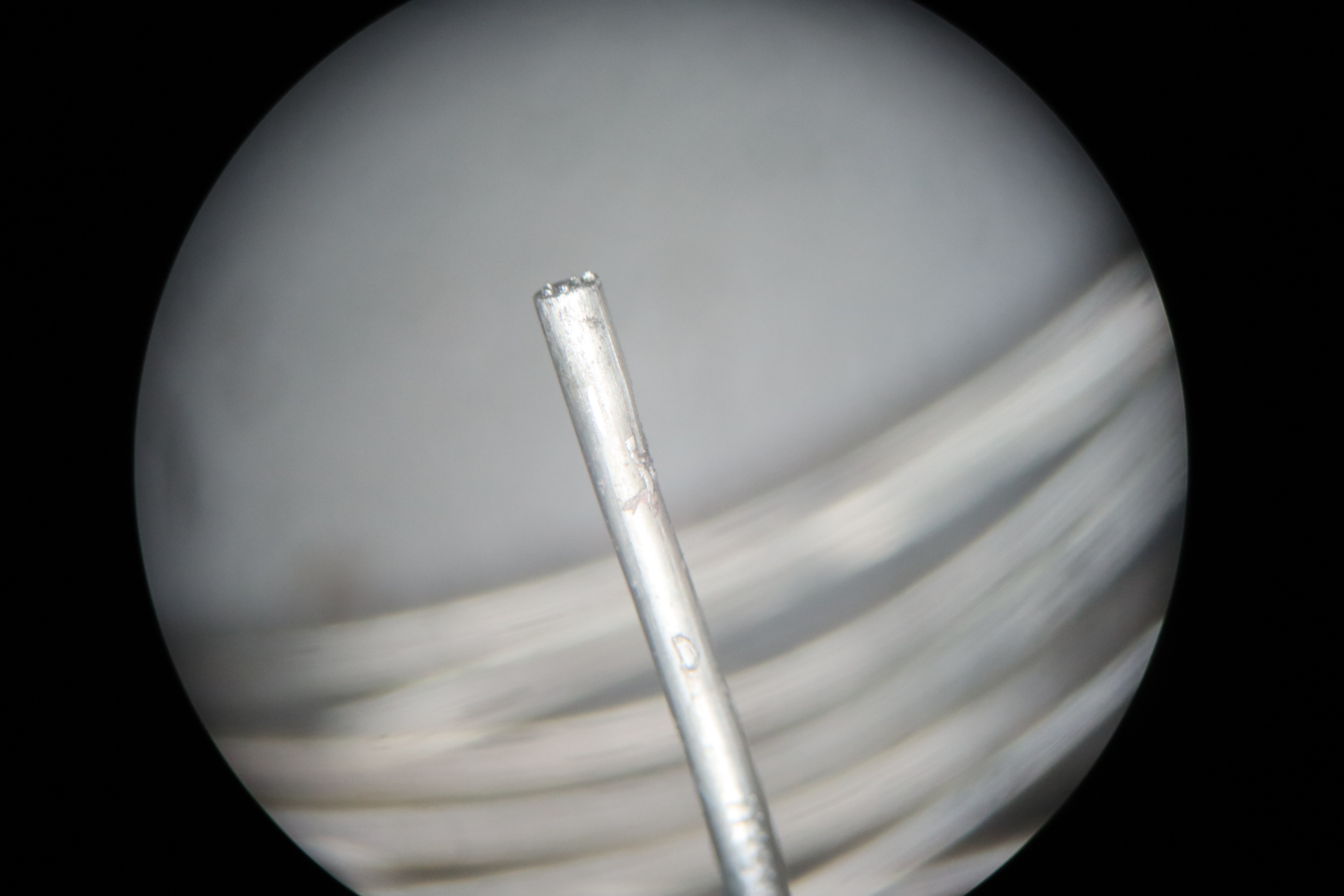


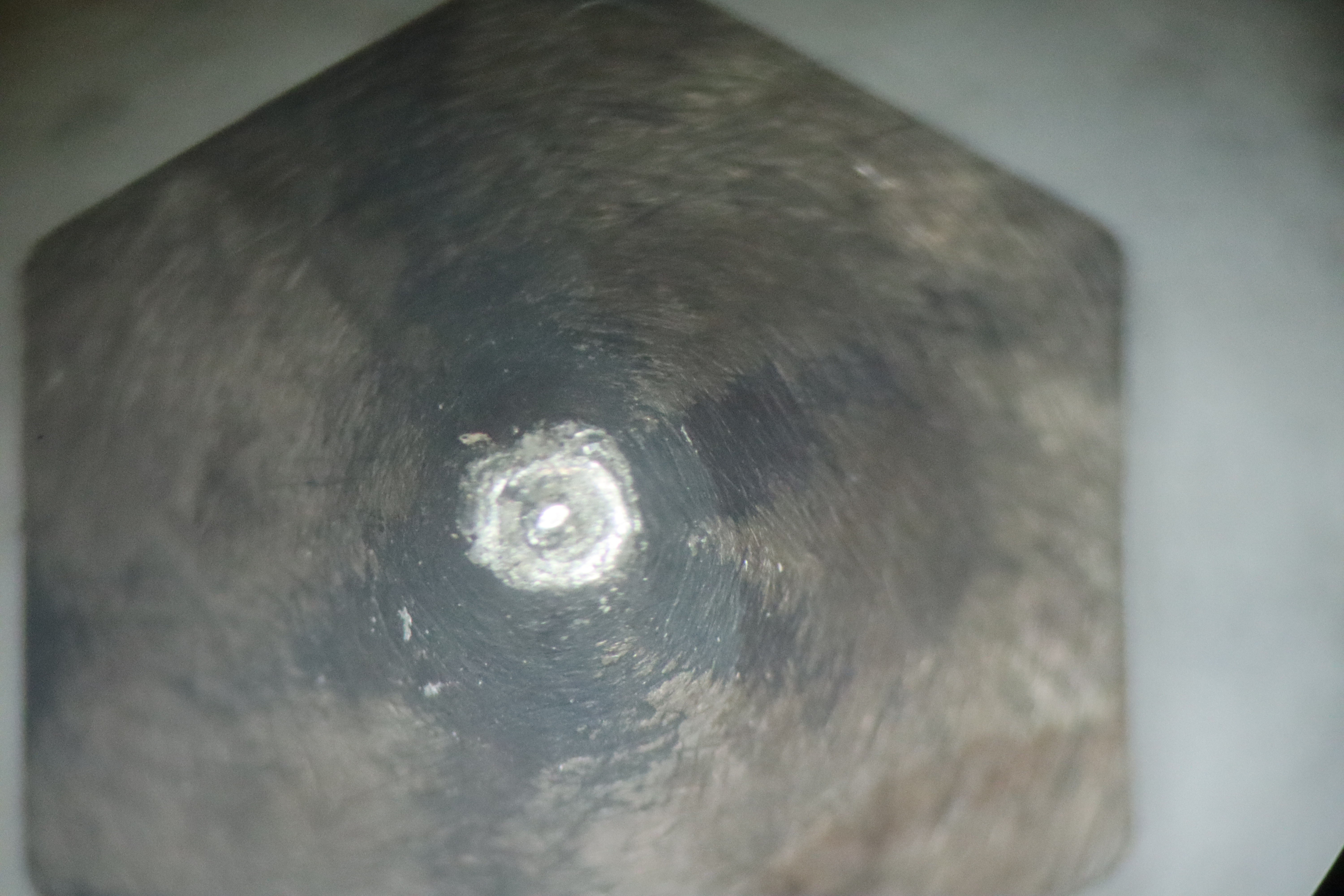


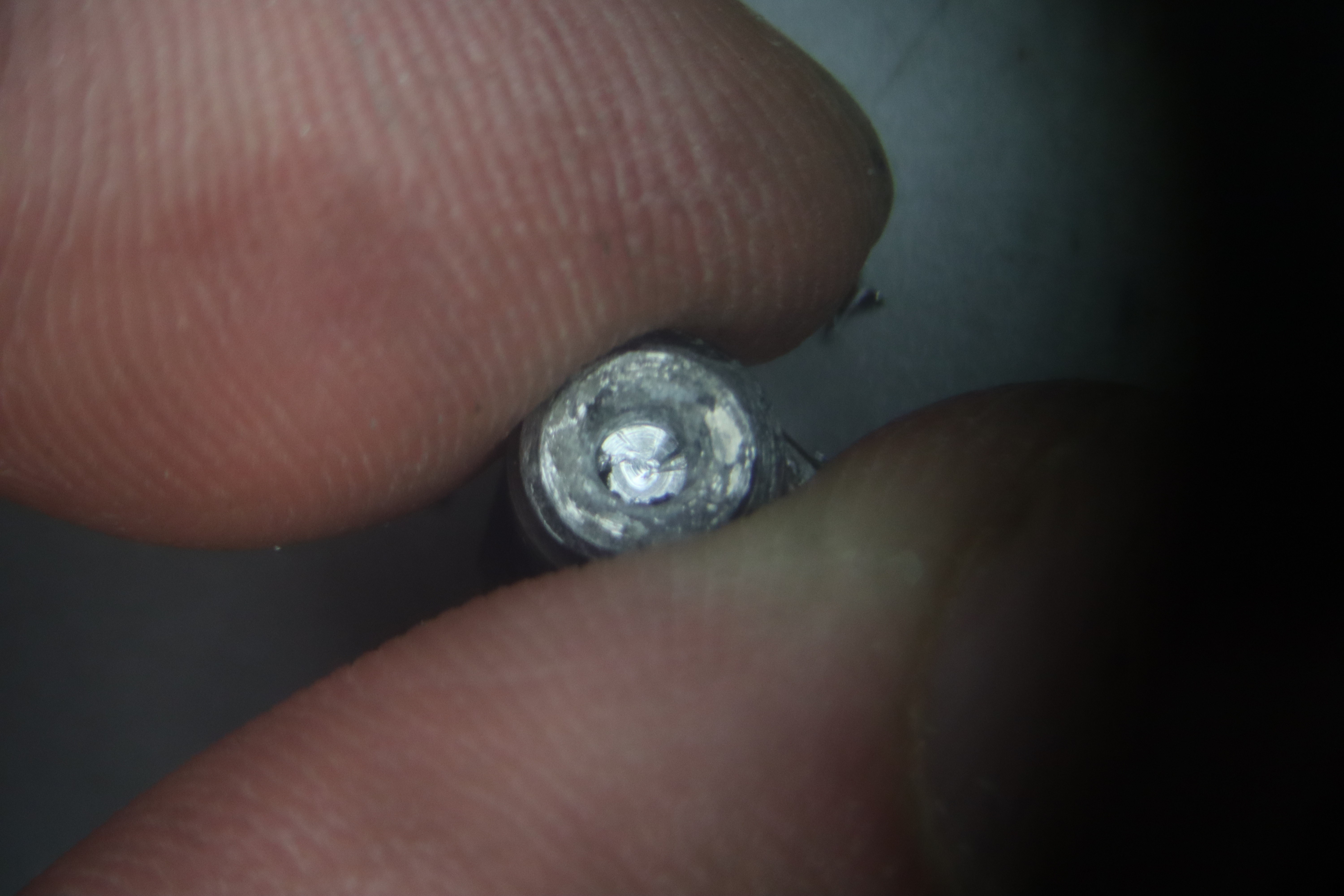








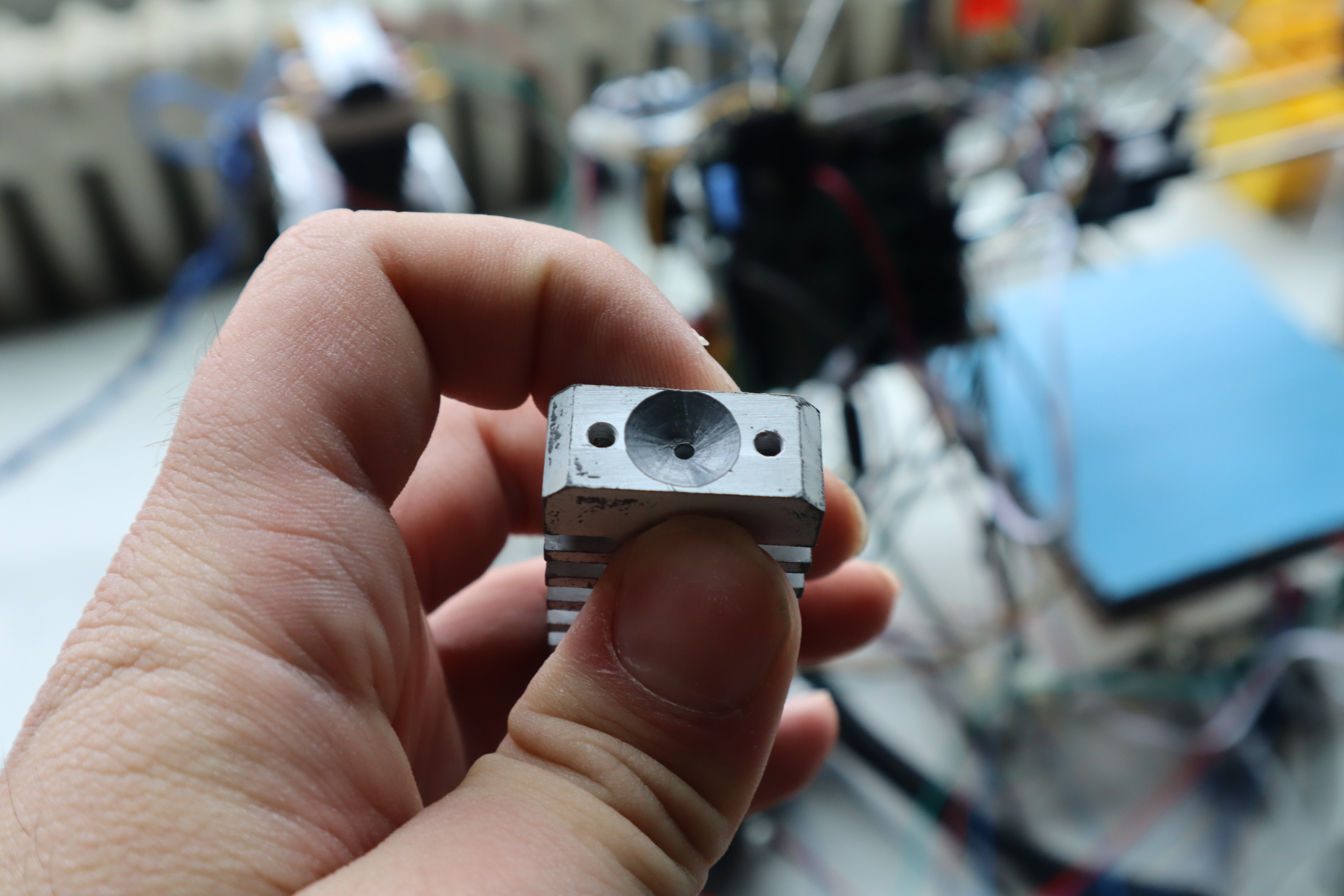




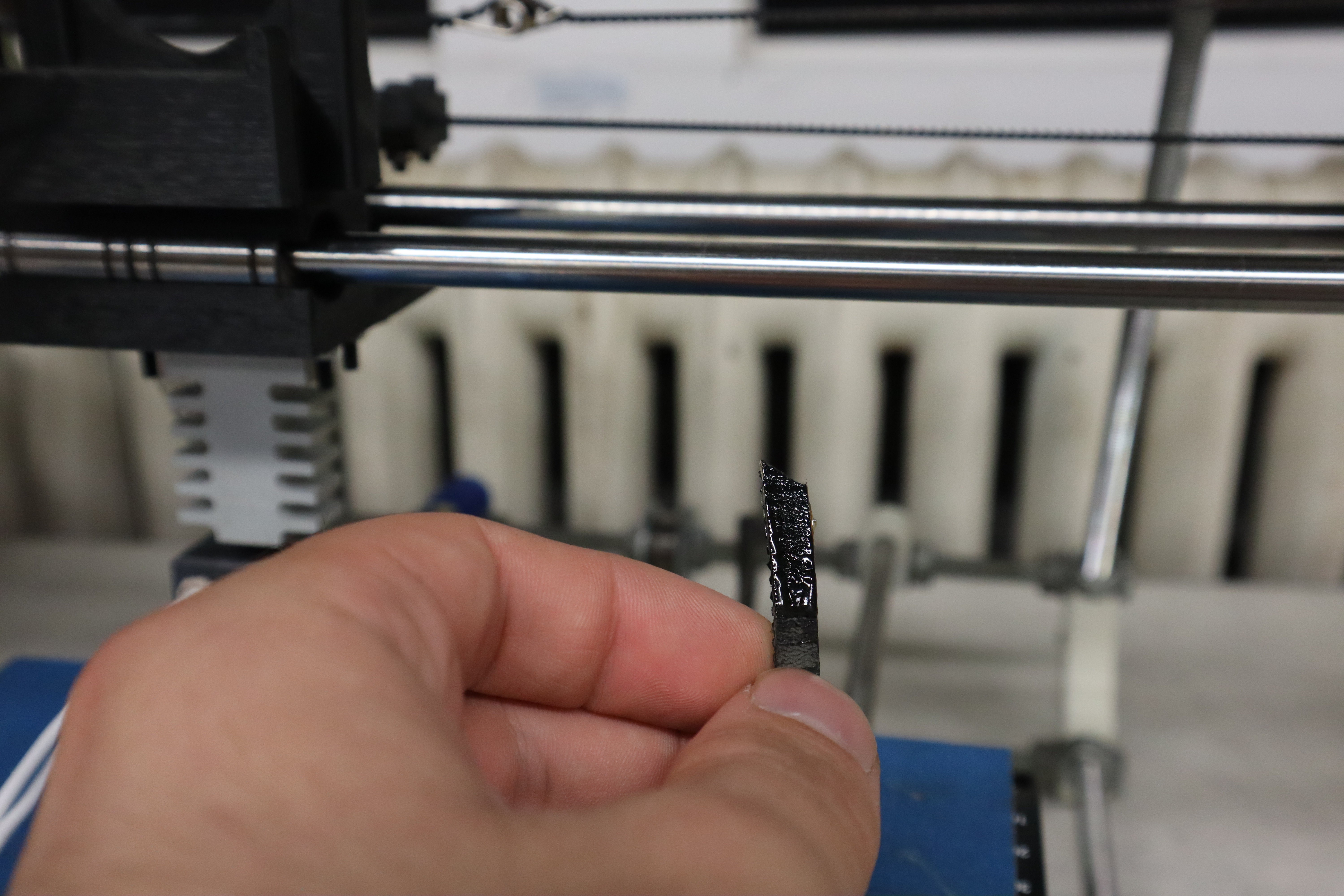
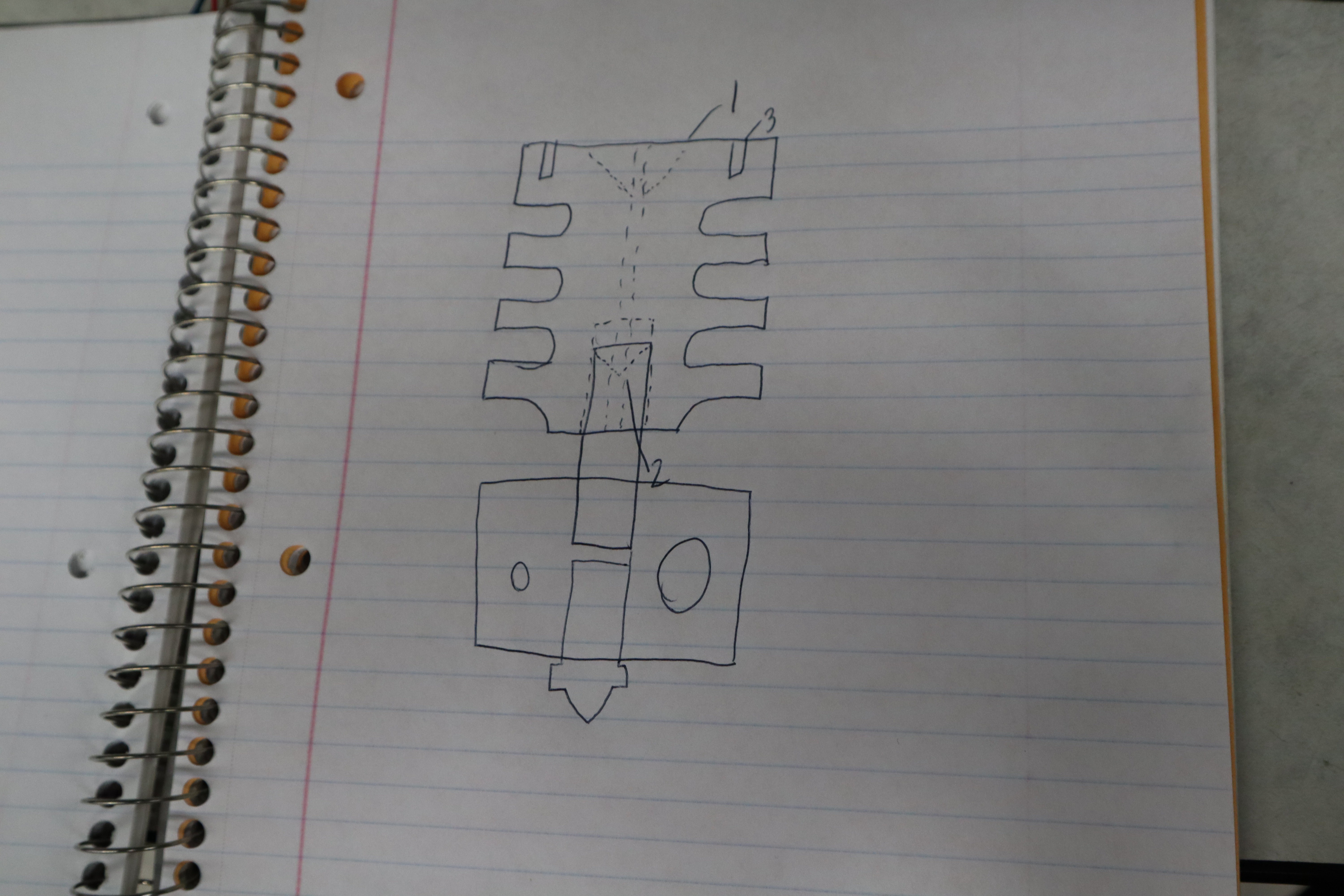

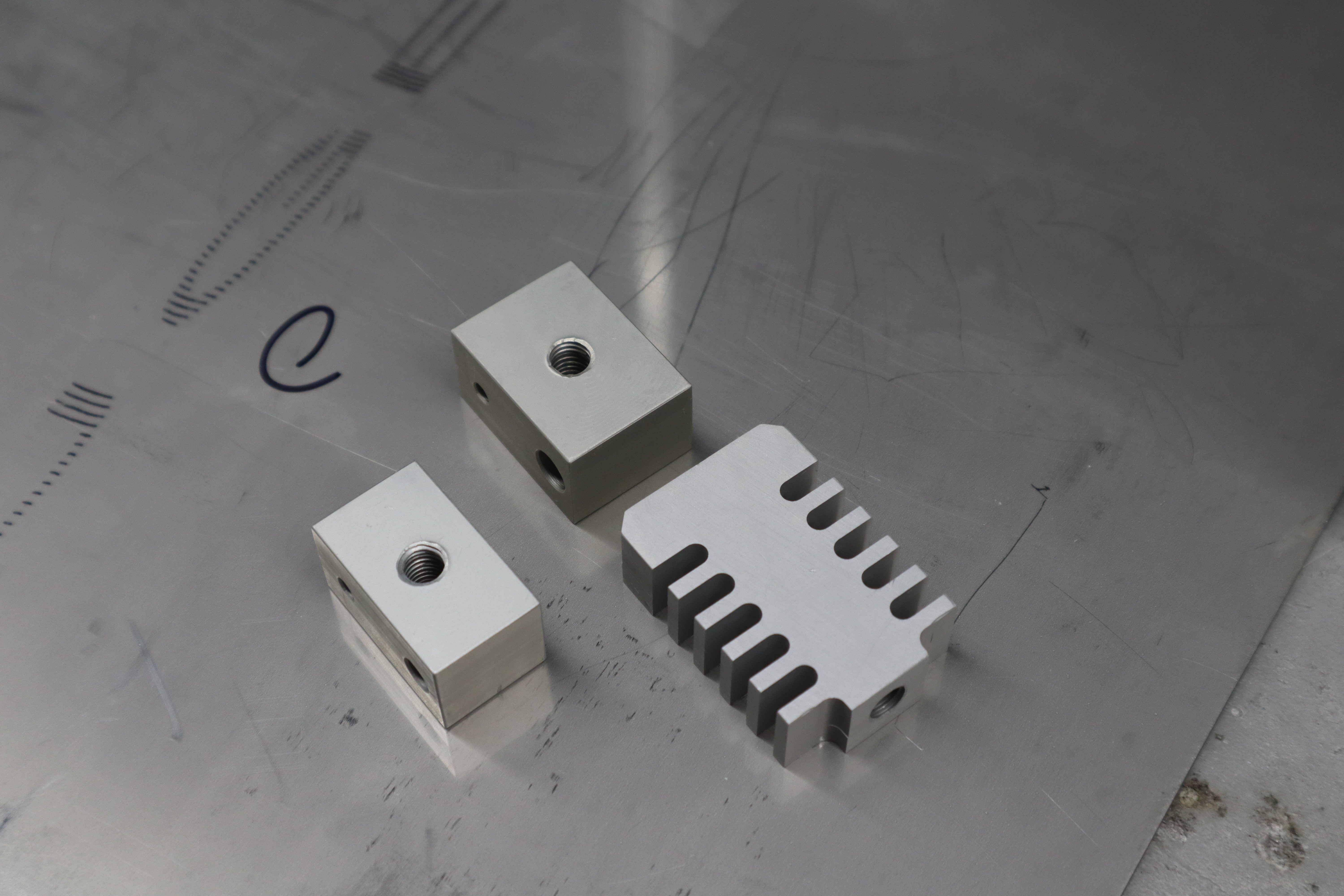
 An M2 tool steel extruder with a rough attempt at patterned wetting properties at the tip. M2 tool steel offers excellent wettability but low solubility in molten zinc alloys, so it makes for an excellent nozzle for this kind of printing. All the threads required anodization or black oxide coating because, as I have learned, you do NOT want to encourage the molten metal to wick into the threads and squeeze out via capillary action. That happened to me once at a previous company: once the liquid metal wicks in and wets the threads, it's virtually impossible to stop and you generally have to throw away the whole component...
An M2 tool steel extruder with a rough attempt at patterned wetting properties at the tip. M2 tool steel offers excellent wettability but low solubility in molten zinc alloys, so it makes for an excellent nozzle for this kind of printing. All the threads required anodization or black oxide coating because, as I have learned, you do NOT want to encourage the molten metal to wick into the threads and squeeze out via capillary action. That happened to me once at a previous company: once the liquid metal wicks in and wets the threads, it's virtually impossible to stop and you generally have to throw away the whole component...

 Thane Hunt
Thane Hunt
 Ahron Wayne
Ahron Wayne
 Tim Wilkinson
Tim Wilkinson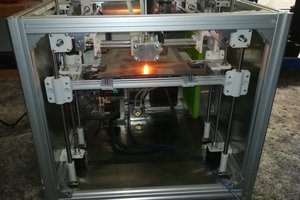
 Dominik Meffert
Dominik Meffert
Thanks for sharing it. As we were thing to print the logo of https://mostvaluednoob.com/enlisted-system-requirements/ on metal. But were unable the whole process. Got the complete knowledge from here now it will be easy for us. You have share a really impressive and read worthy topic.